Опубликовано: Октябрь 19, 2012
Поточно-механизированные и автоматизированные линии для окраски в электростатическом поле
Линии для окраски изделий в электростатическом поле находят все большее распространение в промышленности. Они по конструкции и принципу работы мало отличаются друг от друга; изготовляются предприятиями применительно к их специфике и объемам производства. Линии различаются лишь компоновкой, обусловливаемой планировкой малярных цехов, методом нанесения токопроводящих грунтовок, а также выполнением шпатлевания (в линии или вне ее). Поэтому ниже рассмотрены два наиболее характерных варианта линий такого типа: поточно-механизированная, установленная на Московском ДОК № 3, и автоматическая, установленная на Московском ДОК № 5.
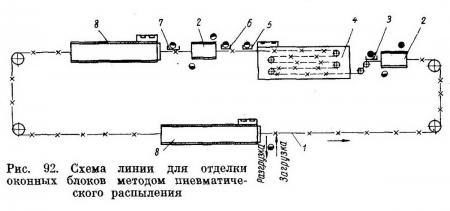
Линия для окраски оконных блоков Московского ДОК № 3 (рис. 93) в принципе аналогична линии для окраски пневматическим распылением, описанной ранее. 
Принцип ее работы заключается в следующем. Предварительно зашпатлеванные оконные блоки в разобранном виде подвешиваются на специальные подвески, закрепленные в катках монорельса конвейера, связанных бесконечной цепью транспортера 1. Последний доставляет блоки в камеру грунтования 2 их поверхности токопроводящим составом, представляющим собой раствор алкомона (5 вес. ч.) в уайт-спирите. Грунтовка наносится путем облива (разбрызгивания) поверхности блоков с помощью коллекторов, установленных вдоль продольных стенок камеры.
Избыток грунтовки собирается в отстойниках, откуда вновь насосом подается в коллекторы камеры грунтования. Сушка блоков после грунтования токопроводящим составом осуществляется в естественных условиях — при перемещении изделий на позицию 3, Где вручную зачищают поверхность (снимают ворс и т. д.) и дополнительно шпатлюют отдельные участки. После зачистки блоки транспортером доставляют в камеру электростатической окраски, где с помощью шести чашечных электромеханических распылителей ЭРД-1М (по три с каждой стороны) наносят лакокрасочный материал на поверхность оконных блоков. Каждый из трех распылителей, окрашивающих одну из сторон блока, установлен на различной высоте от уровня пола, чем достигается равномерная окраска всей поверхности изделия. Электростатическое поле создается за счет подвода к распылителям высокого напряжения (до 120000 в) от высоковольтно-выпрямительной установки В-140-5-2. После нанесения первого покрытия (грунтовочного) оконные блоки поступают в многоканальную конвекционную сушильную камеру 5, обогреваемую циркулирующим воздухом, имеющим температуру 55—60°, где происходит сушка окрашенных поверхностей в течение 30 мин. После сушки первого слоя покрытия блоки поступают во вторую камеру 4 электростатической окраски, где аналогичным образом наносится второе покрытие отделочного материала. Затем окончательно окрашенные изделия перемещаются во вторую многоканальную конвекционную камеру с температурой нагрева воздуха 60—65° и продолжительностью сушки 40 мин. После сушки оконные блоки поступают на позицию 6, где происходит их съем с конвейера и навеска новых блоков, подлежащих окраске. Техническая характеристика линии Московского ДОК № 3 Скорость перемещения изделий, м/мин 2
Шаг между подвесками, мм 1800
Установленная мощность, кет 48
Расход пара, «г/ч 60
Занимаемая площадь, м2 1100
Количество обслуживающего персонала:
на участке шпатлевания 5
на линии окраски 8
Производительность, мг!ч : 40-45
Вес линии, т : 25 На ряде других предприятий (например, московских- ДОК № 6 и 7) в состав линий, аналогичных линии ДОК № 3, входят сушильные камеры, в которых применен комбинированный метод сушки — терморад иационно-конвекционный. В данном случае сокращается срок сушки покрытий и, как следствие, сокращается производственная площадь, занимаемая линией, но повышается ее энергоемкость. Выбор того или иного способа сушки должен обосновываться экономическими соображениями, учитывающими специфику данного предприятия (наличие котельной, энергоресурсы, производственные площади и т. д.). Для окрашивания оконных блоков на линиях рассматриваемого типа применяют таксотропные эмали ПФ-14, ПФ-115, МЧ-.145 и другие, обладающие способностью диспергировать в электростатическом поле. Расход их при этом составляет 0,5—0,55 кг/ж2 блока, что заметно также расхода при окраске пневматическим распылением. Автоматические линии (рис. 94) входят в комплект оборудования цехов по производству оконных блоков и эксплуатируются в Москве (ДОК № 5) и Ташкенте. Рис. 94. Схема автоматической ЛИНИИ ДЛЯ отделки оконных блоков в электростатическом поле

Принцип работы линии заключается в следующем. Изделия, поступившие из цеха машинной обработки, в разобранном виде подвешиваются на специальные подвески из чугунного литья, закрепленные на поворотной оси кареток, движущихся по монорельсу. Подвеска имеет четыре крюка-захвата, что позволяет навешивать две створки. Каретки с подвесками перемещаются специальной цепью путем захвата утопающего упора, смонтированного на каретке.
Подвешенные изделия поступают в конвекционную камеру 1 для предварительного подогрева. При этом подвески с изделиями разворачиваются, после чего движутся в поперечном направлении, сближаясь друг с другом. В дальнейшем створки движутся в виде плотной батареи с шагом 250 мм. Этим обеспечивается более полное использование объема камер, а следовательно, сокращается их длина, необходимая для прогрева поверхности блоков до требуемой температуры. Подогретые изделия поступают в камеру 2 окунания, где их поверхности пропитываются токопроводящей грунтовкой путем погружения батареи блоков в ванну. Перед погружением батарея зажимается специальными прижимами. После пропитки блоки в поперечном направлении доставляются в сушильную камеру 3. В линии используются конвекционные камеры (температура воздуха 55—60°, продолжительность сушки 60 мин). Выходя из камеры, подвески поочередно, одна за другой, поворачиваются на 90°, а затем поступают в продольном направлении на специальные устройства 4, представляющие собой наклоняющиеся с помощью пневмоцилиндров платформы. Последние при повороте наклоняют под углом 20° (к вертикальной плоскости) окрашиваемые изделия для шпатлевания одной из сторон блока. При следующем импульсе конвейера подвеска с изделиями останавливается у другого устройства 4, на котором они наклоняются в другую сторону для шпатлевания дефектных мест. Зашпатлеванные изделия вновь поворачиваются на 90° и направляются в виде плотной батареи (с шагом 250 мм) в поперечном направлении сначала в камеру 5 сушки шпатлевки, а затем в камеру 6 охлаждения изделий. Камера сушки шпатлевки аналогична камере сушки токопроводящей грунтовки.
Вышедшие из камеры остывания изделия поочередно поворачиваются на 90° и движутся в продольном направлении. На поворотных устройствах 4 зашпатлеванные участки шлифуют двое рабочих с помощью вибромашинок. Для удобства шлифования изделия поочередно наклоняются в ту и другую их сторону. После шлифования изделия поступают в первую камеру 7 нанесения лакокрасочного материала в электростатическом поле. В линиях этого типа используются щелевые распылители, установленные по одному с каждой стороны изделия под углом 10—12° к горизонту в плоскости движения изделия. Длина распылителя выбрана таким образом, чтобы обеспечивалась окраска всей поверхности изделия за один его проход без перемещения распылителя по высоте. После нанесения первого слоя лакокрасочного материала изделия поворачиваются на 90° и движутся вновь в виде плотной батареи первоначально в сушильную 8, а затем в камеру охлаждения 9. После сушки и охлаждения первого покрытия изделия поступают во вторую камеру 7 нанесения лакокрасочных материалов (в продольном направлении) а затем — в камеры сушки и охлаждения второго покрытия. Окрашенные изделия попадают на транспортер 10, который адресует их на распределительный конвейер для доставки в отделение комплектации и сборки оконных блоков. Техническая характеристика автоматической линии Размеры окрашиваемых изделий, мм: длина (высота) до 1600
ширина до 2500
Скорость движения изделий в камерах распыления, м/мин 2 Число изделий на подвеске:
створок . 2
коробок 1
Производительность линии, M1IH 35—40
Количество обслуживающего персонала 11
Установленная мощность электродвигателей, кет 70
Занимаемая линией площадь 1100
Расход пара, кг/ч 95
Вес линии т 70 Автоматические линии рассматриваемого типа вполне работоспособны и обеспечивают качество окраски, достигаемое при электростатическом способе нанесения лакокрасочных материалов на других установках. Операции окраски на линиях полностью механизированы, щелевые распылители просты и эффективны.
Однако эти линии весьма металлоемки и, как следствие, дорого стоят. Их транспортная система чрезвычайно сложна и насыщена командно-исполнительной аппаратурой, в результате чего наблюдаются частые простои линии. Оборудование для облагораживания плит жидкими лакокрасочными материалами
Оборудование для окраски оконных блоков
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|