Опубликовано: Ноябрь 3, 2012
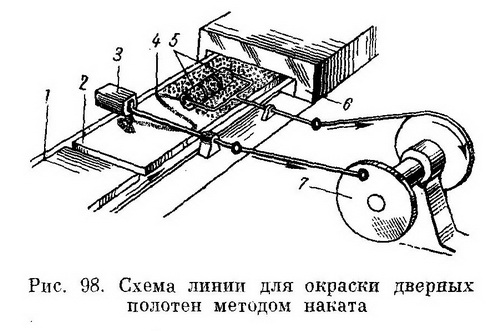
Линия для окраски дверных полотен жесткими обрезиненными вальцами
Эта линия находится в эксплуатации на ряде деревообрабатывающих комбинатов Москвы (ДОК № В, ДОК № 6). Структурно-технологическая схема линии представлена на рис. 99.

Работа на линии осуществляется следующим образом. В начале линии с помощью штабелера формируется пакет дверных полотен к поперечным кромкам которых крепятся поддерживающие планки (в специально высверленных гнездах), толщина которых меньше толщины полотна. Поддерживающие планки предназначены для перемещения полотен с помощью цепного транспортера, расстояние между цепями которого более ширины полотна. При перемещении полотно опирается на цепи поддерживающими планками, не касаясь транспортных органов своей поверхностью. После установки поддерживающих планок полотна с помощью вакуумного перекладчика 1 подаются на цепной транспортер 2. При следующем цикле транспортера дверное полотно проходит через станок 3 для двусторонней очистки от пыли и поступает в терморадиационную камеру 4 предварительного подогрева. В камере полотно прогревается в течение 1 мин до температуры 90—100°. Нагретые с двух сторон полотна поступают на вальцовый станок 5, где их окрашивают с двух сторон и отделывают с помощью пульверизатора продольные кромки. Окрашенные полотна поступают в камеру нормализации 6, где интенсивно отсасываются летучие элементы лакокрасочного материала. При использовании быстросохнущих материалов (эмали МС-226, лака МЧ-22 и др.) покрытие после выхода полотна из камеры нормализации оказывается достаточно высушенным. Затем полотна попадают в двухвальцовый щеточный станок 7, где снимается ворс и удаляются загрязнения с верхней пласти полотна. При дальнейшем перемещении полотно попадает на кантователь 8, переворачивающий его на 180°, а затем — на другой двухвальцовый шлифовальный станок 9. Отшлифованные полотна поступают на накопитель 10, а оттуда — во вторую терморадиационную камеру предварительною подогрева 11. Рис. 99. Схема линии для окраски дверных полотен жесткими вальцаімя
После подогрева полотно проходит через два последовательно установленных вальцовых станка 12, где наносится покрытие на обе его пласти, а также окрашиваются с помощью пульверизатора (распылителя) две продольные кромки. Окончательно отделанные полотна поступают во вторую камеру нормализации 13, где происходит частичное отверждение покрытия. При последующем движении по транспортеру 14 происходит окончательное отверждение покрытия. На открытом участке линии полотно перемещается 4 мин.
В конце линии, на позиции 15, производится установка петель и снятие полотна вручную.
Когда необходима прозрачная отделка дверного полотна, вальцовые наносящие станки опускаются с помощью гидроподъемника в приемок, а на их место устанавливаются другие станки аналогичной консгрукции для нанесения бесцветных лаков. Переналадка линии при переходе на другой вид окраски полотна продолжается примерно 15—20 мин. Техническая характеристика линии для окраски жесткими вальцами Размеры окрашиваемых полотен, мм:
длина 2000
ширина . 600—900
толщина . 30—40
Ритм работы линии, сек . 30
Годовая производительность, м2 500000
Установленная мощность, кет 230
Количество обслуживающего персонала (с учетом установки петель) 4
Габаритные размеры линии, мм:
длина 38700
ширина 2600
высота 2700
отрывки из книги Бухтияров В. П. «Лесная промышленность», (внимание! возможны ошибки распознавания)
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|