Опубликовано: Май 19, 2012
§ 19. Разделка сырья по длине На предприятия сырье, как правило, поступает разных размеров по длине и диаметру. На станки для переработки сырья на специальную резаную стружку древесина должна поступать определенных размеров по длине и диаметру. Поэтому сырье перед подачей к стружечным станкам разделывают по длине и толщине (диаметру), т. е. в продольном направлении. Для переработки на барабанных стружечных станках ДС-6 все сырье разделывают на заготовки длиной 1 м. Сырье или отходы деревообрабатывающего производства, поступающие на переработку в щепу на рубительных машинах, обычно не разделывают ни по длине, ни по толщине. Однако толщина перерабатываемого сырья ограничивается в зависимости от типа рубительной машины. Максимальная возможная толщина (диаметр) перерабатываемого сырья указывается в технической характеристике рубительной машины. Станок шестипильный круглопильный ДЦ-10 используют для разделки древесного сырья по длине. Станок ДЦ-10 (рис. 14) состоит из следующих основных узлов: станины 1, пильного механизма, подающего конвейера с упорами 10, поперечного торцевыравнивающего роликового конвейера 8, раскатной площадки, ограждения 5 пильного механизма, привода 4 подающего конвейера и привода 7 поперечного роликового конвейера.
| 
Рис. 14. Шесгипильный станок (слешер) ДЦ-10 для раскряжовки длинномерного сырья: |
 / - станина, 2 - приемники для опилок от пил, 3- сварная опора для приводной станции, 4 - электропривод цепного конвейера, 5 - сетчатое ограждение пильного узла, 6 - электродвигатели привода пил, 7 - электродвигатель привода роликового конвейера, 8 - торцевыравнивающий роликовый конвейер, 9 - натяжной вал конвейера подачи, JO - тяговые цепи с упорами конвейера подачи / - станина, 2 - приемники для опилок от пил, 3- сварная опора для приводной станции, 4 - электропривод цепного конвейера, 5 - сетчатое ограждение пильного узла, 6 - электродвигатели привода пил, 7 - электродвигатель привода роликового конвейера, 8 - торцевыравнивающий роликовый конвейер, 9 - натяжной вал конвейера подачи, JO - тяговые цепи с упорами конвейера подачи
| 
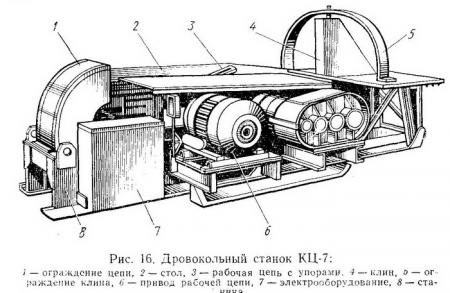
Рис. 15. Кинематическая схема шестипильного станка ДЦ-10: |
1 - электродвигатель привода вала цепного конвейера, 2 - редуктор, 3~- приводной вал, 4 - электродвигатели привода пил, 5 - дисковые пилы, б - электродвигатель привода роликового конвейера, 7 - вал привода роликового конвейера, 8 - торцевыравнивающий ролико* вый конвейер, 9 - натяжной вал конвейера подачи, 10 - тормоза
Станина 1 представляет собой жесткую сварную металлоконструкцию. Пильный механизм (рис. 15) состоит из шести самостоятельных, расположенных вразбежку пил 5 с индивидуальными электроприводами 4. Каждая пила диаметром 1250 мм закрепляется на пильном валу, установленном в двухрядных сферических подшипниках, корпуса которых крепятся болтами на сварных опорах станины. Каждая пила приводится в движение от электродвигателя мощностью 22 кВт, соединенного с пильным валом через втулочно-пальцевую муфту. Узлы каждой пилы отличаются один от другого длиной пильных валов и направлением резьбы для прижимных гаек. Каждая пила снабжена тормозом, обеспечивающим торможение и остановку пилы в течение не более 7 с. Для защиты обслуживающего персонала от выбрасываемого сырья, мерных отрезков, осколков пильных дисков пильный механизм обнесен коробчатым сетчатым ограждением 5 (см. рис. 14), каркас которого крепится болтами к балкам станины. Входить за ограждение на площадку к пилам можно через входную дверь с площадки обслуживания. Подающий конвейер служит для приема длинномерного сырья и подачи его к пилам для раскряжевки по длине. Конвейер состоит из 14 тяговых пластинчатых цепей со специальными упорами для захвата и подачи сырья. Ведущий 3 (см. рис. 15) и ведомый 9 валы конвейера - сборные, состоящие из четырех частей и соединенные между собой продольно-разъемными муфтами. Валы 3 и 9 смонтированы в двухрядных сферических шарикоподшипниках, установленных на сварных балках, закрепленных на опорах станины. Верхние ветви тяговых цепей перемещаются по направляющим, прикрепленным к станине конвейера. Промежутки между цепями перекрыты деревянными щитами. Привод подающего конвейера осуществляется от электродвигателя 1 мощностью 5,5 кВт через два понижающих редуктора 2. Выходной вал последнего редуктора соединен с приводным валом конвейера при помощи предохранительной муфты со срезным штифтом. Торцевыравнивающий роликовый конвейер 8 служит для приема долготья и выравнивания их торцов с одного конца до упора. Роликовый конвейер состоит из шести приводных роликов, смонтированных в подшипниках качения на сварной раме. Ролики приводятся в движение через конические передачи от приводного вала, соединенного с электродвигателем 6 посредством цепной муфты. Приводной вал 7 состоит из отдельных частей, соединенных между собой цепными муфтами. Торцевыравнивающий роликовый конвейер может быть использован для сортировки сырья. Например, при попадании сырья большого диаметра оно удаляется влево (для этого убирается упор) или вправо (для этого роликовый конвейер снабжен реверсивным приводом). Для приема долготья и передачи его на цепи конвейера служит специальный склиз, выполненный из металлического листа, который прикреплен к кронштейнам станины. Обслуживают станок, пользуясь специальной площадкой из сварной рамы и деревянным настилом, установленными на опорах на высоте 1800 мм. Для выхода с площадки на настил конвейера предусмотрен переход. Станок ДЦ-10 работает следующим образом. С раскатного стола или с разобщителя долготье подается поштучно на станок. Дол- готье скатывается по склизу до подающего упора конвейера, который предотвращает перекатывание сырья через ролики торцевыравнивающего роликового конвейера. За время до захвата долготья упорами конвейера роликовый конвейер передвигает его в поперечном направлении (по отношению к движению цепей) до постоянного упора. Затем долготье захватывается упорами тяговых цепей конвейера и подается на работающие пилы, которые разрезают его на отрезки длиной 1 м. Оператор следит за работой пил и подающего конвейера. В случае необходимости (при заклинивании отрезков или неполном пропиле) он останавливает подающий конвейер и пилы, заходит за ограждение на площадку расположения пил и устраняет неисправность или поправляет отрезки. В случае необходимости оператор может включить обратный ход конвейера, для чего предусмотрена реверсивная подача последнего. Станок имеет такую блокировку, при которой механизм подачи: включается только после включения в работу всех пил. Техническая характеристика шестипильного станка ДЦ-10 Производительность, м3/ч...................................... До 40 Размеры перерабатываемого сырья: длина, м...................................................................... 2-6,5 диаметр, мм............................................................... 80-400 Длина получаемых мерных отрезков, мм....................................... 1 000 Количество пил, шт.................................................. 6 Диаметр пил, мм............................................................................... 1 250 Скорость резания, м/с............................................................ 63,3 Скорость конвейера, м/с.............................. 0.1 Шаг между упорами конвейера, мм.................................. 960 Скорость торцевыравнивающего роликового конвейера, м/с................. 0.8 Количество электродвигателей, шт....................................................................... 8 Общая установленная мощность электродвигателей,кВт, в том числе......... 141,8 привода одной пилы 22 привода конвейера 5,5 Габаритные размеры станка, мм: длина.............................................................................................. 11 890 ширина...................................................................................... 10 310 высота................................................................................................... 4 700 Масса, кг.......................................................................................... 31000 Для механизации процесса загрузки станка ДЦ-10 сырьем мо жет использоваться специальный разобщитель, который предназ начен для раскатки сырья из пучка дровяной древесины и поштучной выдачи бревен на станок ДЦ-10. Балансири ые круглопильные станки применяют для разделки длинномерного сырья на отрезки длиной более 1 м. Наиболее часто для этой дели используют автоматизированный ба- лансирный станок АЦ-1, который состоит из балансирной пилы с механизмом для ее подъема и опускания, роликового конвейера для подачи сырья под пилу и реверсивного роликового конвейера для удаления полученных мерных чураков. На этом станке подача сырья под пилу, опускание и подъем пилы, отбор полученных отрезков выполняется специальными механизмами. Управляет станком оператор с пульта управления. Техническая характеристика балансирного станка АЦ-1 Максимальный диаметр распиливаемого кругляка мм....................................................................... 460 Диаметр пилы (максимальный), мм ... 1200 Частота вращения пилы, об/мин.................................... 1000 Скорость подачи сырья к пиле, м/мин .... 54 Установленная мощность двигателей, кВт, в том числе................................................................................ 18,4 привода пилы...................................................................... 10 привода подачи................................................... 2,8X2 привода насоса.................................................. 2,8 Габаритные размеры всего агрегата, м 21,4X4,8X2,35 Масса, т.............................................................................. 4,0 Для нормальной работы станков для разделки сырья по длине следует выполнять следующие требования: перед началом работы необходимо проверить правильность заточки и установки пильных дисков, состояние подающих цепей с упорами (упоры цепей должны находиться на одной линии), наличие и исправность защитных ограждений и заземление электрооборудования; при включении станка вхолостую проверить плавность работы всех органов станка, отсутствие биения пил, заеданий, стука. Проверить уровень масла в редукторах, наличие смазки в подвижных элементах; обрабатываемые поленья должны быть прижаты к упорам и подаваться перпендикулярно пилам, чтобы не было заклинивания; не рекомендуется распиливать на станке короткие заготовки; при включении реверса подачи нельзя допускать попадания полученных мерных чураков на пилы и их заклинивания. При работе на станках для разделки сырья по длине необходимо соблюдать следующие правила техники безопасности: к работе на станках допускаются рабочие, изучившие конструкцию и принцип работы станка, сдавшие инструктаж по технике безопасности и правильной эксплуатации станка; подготовка пил к работе (заточка, развод, рихтовка) производится специально обученными рабочими; все выступающие и находящиеся в движении части станка должны быть ограждены с целью защиты обслуживающего персонала от травм; во время работы станка запрещается открывать или снимать ограждения, вводить руки в зону резания, держать руки на заготовках или упорах при включенной подаче; чистка, обтирка, смазка и смена отдельных деталей и режущего инструмента производятся при полной остановке станка и отключении его от электросети; пол и проходные площадки вокруг станка должны представлять ровную нескользкую площадку. He допускается скопление распиленных чураков на выходе и вокруг станка; при возникновении неритмичности в работе станка, нарушении цикличности, возникновении шума, вибрации или ударов следует немедленно остановить станок, сообщив об этом мастеру цеха. На предприятие вместе с сырьем небольшого (до 200 мм) и среднего (200-400 мм) диаметра поступает определенное количество сырья большого диаметра (500-800 мм). Раскрой такого сырья на мерные чураки осуществляется электромоторными цепными пилами ЦНИИМЭ-К6, бензиномоторными пилами «Дружба».
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|