Опубликовано: Сентябрь 14, 2012
Наливные машины для отделки брусковых деталей
В Советском Союзе Рыбинским ЗДС выпускаются наливные машины для отделки брусковых деталей небольших сечений, используемых главным образом в производстве оконных и дверных блоков. Эти машины в равной степени пригодны для отделки и других деталей, например лыж, ножек обеденных столов и т. д. Непременным условием отделки деталей на машинах такого типа является прямолинейность базовых поверхностей. Допустима небольшая криволинейность, не мешающая их транспортировке подающими органами. Представленная на рис. 41 наливная машина входит в состав линий ДВ-507, предназначенных для отделки брусковых деталей дверных коробок, а также наличников, раскладок и плинтусов. Машины имеют два зеркальных исполнения: ДВ-507-03 и ДВ-507-13. 
Конструкция и принцип, работы наливочных машин для отделки брусковых деталей следующие. Деталь, подлежащую отделке, укладывают на Ѵ-образный падающий транспортер 1, ролики которого приводятся в движение от привода 2 с помощью клиновых ремней. Роликовый транспортер подает деталь на ленточный транспортер 3.
Ролики и ленты транспортных устройств наливочной машины расположены над углом 45°, в результате чего отделываемая деталь подается в зону завесы лакокрасочного материала в положении, когда две ее смежные пласти расположены под углом 45° к горизонтальной поверхности. Проходя в таком положении через завесу лакокрасочного -материала, образуемую наливочной головкой 4, деталь покрывается слоем жидкого отделочного материала. При этом происходит одновременное покрытие двух смежных верхних полостей. Отделанная деталь в таком же положении поступает на приемный роликовый транспортер 5, откуда снимается и укладывается на транспортные органы сушильных установок. Отделанные детали сушит в таком же положении. После высыхания покрытия аналогичным образом окрашивают две смежные пласти детали.
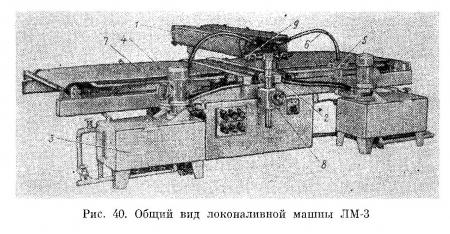
Подающий 1 и приемный 5 роликовые транспортеры с помощью специальных устройств прочно стыкуются со станиной машины. Они служат для механизации загрузки и съема деталей, а также автоматической подачи их с одного смежного объекта линий на другой (допустим, приема из камер нагрева деталей и передачи их в камеры стабилизации лакокрасочных покрытий). Лакокрасочный материал в наливочную головку подается шнековым насосом 6, погруженным в бак 7 через фильтр 8. Система подачи лакокрасочного материала полностью унифицирована с аналогичной системой машины ЛМ-3, описанной выше. Регулирование щели в наливочной головке осуществляется эксцентриковым механизмом 9. Для подъема и опускания головки при подборе оптимальных режимов нанесения лакокрасочных материалов служит винтовой механизм 10. Краткая техническая характеристика машины ДВ-507-03 Размеры отделываемых деталей, мм:
длина 450-3000
ширина 10-150
толщина 10-150
Скорость подачи деталей (регулируется бесступенчато), м/мин 30-120
Длина сливной кромки головки, мм 350
Расстояние от сливной кромки головки до линии пересечения образующих роликов и поверхностей подающих лент транспортеров, мм : 120-400
Установленная мощность, кет 2,3
Количество наливных головок, шт 1
Габаритные размеры машины, мм:
длина с рольгангами 6560
длина без рольгангов 1800
ширина 1400
высота 1400
Вес машины, кг (с рольгангами) 1425
Опыт эксплуатации машин для отделки брусковых деталей показал, что они весьма эффективны. Такие машины обладают высокой производительностью, обеспечивают хорошее качество отделки, просты и надежны в эксплуатации.
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|