╬яґсышъютрэю: ╠рщ 22, 2012
з 53. ╪ышЄютрэшх яышҐ ╧ышҐ√ яюёых ъюэфшІшюэшЁютрэш яЁш эхюсєюфшьюёҐш яюфтхЁур■Ґ ЇышЄютрэш■. ─ы ¤Ґющ Іхыш шёяюы№чґ■Ґ ёяхІшры№э√х ртҐюьрҐшіхёъшх ышэшш ЇышЄютрэш . ╬ҐяЁхёёютрээ√х яышҐ√ шьх■Ґ чэрішҐхы№э√щ яЁшяґёъ эр ЇышЄютрэшх, т ёЁхфэхь юъюыю 1,5 ьь эр юсх ёҐюЁюэ√. ╥ръющ яЁшяґёъ эхюсєюфшь фы ґфрыхэш ъЁрщэшє ышІхт√є ёыюхт яышҐ√, юсырфр■їшє эхт√ёюъшьш ьхєрэшіхёъшьш яюърчрҐхы ьш, р Ґръцх фы шёъы■іхэш ЁрчэюҐюы│ІшээюёҐя яышҐ, эхшчсхцэю яюыґір■їхщё яЁш яЁёёёютр- эшш. ╤э Ґшх Ґръюую чэрішҐхы№эюую яЁшяґёър ё Іхы№■ яюыґіхэш чрфрээющ Ґюыїшэ√ яышҐ√ шыш ърышсЁютрэшх ёютьхїрхҐё ё юъюэірҐхы№э√ь хх ЇышЄютрэшхь. ╩рышсЁютрэшх ш ЇышЄютрэшх яышҐ юёґїхёҐты ■Ґ эр ЇышЄютры№э√є ёҐрэърє рсЁрчштэющ ЇъґЁъющ. ┬ ёҐрэърє ёю ЇышЄютры№э√ьш ІшышэфЁрьш ЇъґЁър чръЁхяы хҐё эр срЁрсрэрє, т ЇшЁюъюыхэҐюіэ√є ёҐрэърє эр ёшёҐхьґ тры№Іют юфхтрхҐё схёъюэхіэр рсЁрчштэр ыхэҐр. ┬ ышэшш ЇышЄютрэш ─╦╪50╠ яюёыхфютрҐхы№эю ґёҐрэртыштр■Ґё фтр ърышсЁютры№эю-ЇышЄютры№э√є ёҐрэър ─╩╪-1. ╤Ґрэюъ ьюцхҐ шёяюы№чют𥹸 эх Ґюы№ъю т ёюёҐртх ртҐюьрҐшіхёъющ ышэшш, эю ш фы ЁрсюҐ√ т юҐфхы№эюёҐш.
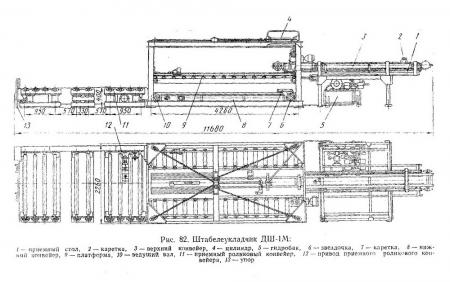
═𠸥рэшэх ёҐрэър ─╩╪-1 (Ёшё. 80) ґёҐрэютыхэю фтр ыхэҐюіэюЇышЄютры№э√є руЁхурҐр 6 ш 15, ёыґцрїшє фы юфэютЁхьхээющ юсЁрсюҐъш фЁхтхёэюёҐЁґцхіэющ яышҐ√ 1 ётхЁєґ ш ёэшчґ чр юфшэ яЁюєюф. а ╩рцф√щ руЁхурҐ шьххҐ ЇышЄютры№эґ■ ыхэҐґ 7, юсхур■їґ■ ъюэҐръҐэ√щ 8 ш эрҐ цэющ 5 тры№І√, ҐЁш яэхтьюІшышэфЁр ш !ьхєрэшчь ґяЁртыхэш ыхэҐющ. ╩юэҐръҐэ√щ трыхІ 8 яЁшцшьрхҐ ыхэҐґ ъ яышҐх тю тЁхь ЇышЄютрэш . ┬рыхІ яЁхфёҐрты хҐ ёюсющ ёҐры№эющ срЁрсрэ ё Ёхчшэют√ь яюъЁ√Ґшхь, эр ъюҐюЁюь т√яюыэхэр ьэюуючр- єюфютр тшэҐютр эрЁхчър фы ґыґіЇхэш ЁрсюҐ√ рсЁрчштэюую чхЁэр ыхэҐ√ ш хх юєырцфхэш . ╩юэҐръҐэ√щ трыхІ 8 ёэрсцхэ ЁрчуЁґцхээ√ь Їъштюь фы ъышэюЁхьхээющ яхЁхфріш, ёюхфшэ ■їхщ хую ё ¤ыхъҐЁюфтшурҐхыхь. ═рҐ цэющ трыхІ 5 ґёҐрэютыхэ эр срыъх, ъюҐюЁр яюф фхщёҐтшхь фтґє яэхтьрҐшіхёъшє ІшышэфЁют яхЁхьхїрхҐё т яыюёъюёҐш, яЁюєюф їхщ іхЁхч юёш юсюшє тры№Іют, ш ърірхҐё ҐЁхҐ№шь ІшышэфЁюь т яхЁяхэфшъґы Ёэюь эряЁртыхэшш. ╧хЁт√х фтр ІшышэфЁр юсхёяхіштр■Ґ эхюсєюфшьюх фы ЁрсюҐ√ эрҐ цхэшх ыхэҐ√, ҐЁхҐшщ ІшышэфЁ ёююсїрхҐ хщ юёІшыышЁґ■їхх ёьхїхэшх. ─ы ґяЁртыхэш ¤Ґшь ІшышэфЁюь ё ъЁр ыхэҐ√ ґёҐрэютыхэю фтр яэхтьрҐшіхёъшє ёюяыр. ╧Ёш сюъютюь ёьхїхэшш тфюы№ тры№Іют ыхэҐр яхЁхъЁ√трхҐ ёюяыю, яюёых іхую ІшышэфЁ яхЁхъы■ірхҐё , срыър эръыюэ хҐё т фЁґуґ■ ёҐюЁюэґ ш ыхэҐр эрішэрхҐ ёьхїрҐ№ё т юсЁрҐэюь эряЁртыхэшш. ┬ яЁштюфрє ыхэҐ ґёҐрэютыхэ√ ъюыюфюіэ√х ¤ыхъҐЁюьруэшҐэ√х ҐюЁьючр. ╬сЁрсрҐ√трхьр яышҐр яюффхЁцштрхҐё ётхЁєґ ш ёэшчґ фтґь яхЁхфэшьш 10, 13 ш фтґь чрфэшьш 3, 16 ёҐюырьш, эр ъюҐюЁ√є чръЁхяыхэ√ яюфр■їшх тры№І√ 2, 12, р Ґръцх срЇьръш 14, ІхэҐЁшЁґ■їшх яышҐґ эхяюёЁхфёҐтхээю ґ ъюэҐръҐэ√є тры№Іют. ┬ёх ёҐюы√ яюффхЁцштр■Ґё ҐрЁхы№ірҐ√ьш яЁґцшэрьш, ґёҐрэютыхээ√ьш т ъЁюэЇҐхщэрє 17. ╨хуґышЁґ яЁґцшэ√, ЁрёяЁхфхы ■Ґ тхышішэґ ёґььрЁэюую яЁшяґёър эр тхЁєэ■■ ш эшцэ■■ ёҐюЁюэ√ юсЁрсрҐ√трхьющ яышҐ√. ╤Ґрэюъ ьюцэю эрырфшҐ№ ъръ эр юфшэръют√щ, Ґръ ш эхюфшэръют√щ ё·хь яЁшяґёър ё юсхшє ёҐюЁюэ яышҐ√. ╤Ґюы√ т√ёҐрты ■Ґё юҐэюёшҐхы№эю ъюэҐръҐэ√є тры№Іют 8 ё яюьюї№■ тшэҐют ё ышьсрьш. ═р яхЁхфэхь тхЁєэхь ёҐюых ёьюэҐшЁютрэ ъюэҐЁюы№э√щ яюфяЁґцшэхээ√щ Ёюышъ 11, т√ъы■ір■їшщ яЁштюф яюфріш яЁш яюфєюфх яышҐ√ ё эхфюяґёҐшью сюы№Їшь яЁшяґёъюь. ╧юфр■їшх тры№І√ яЁштюф Ґё т фтшцхэшх юҐ ¤ыхъҐЁюфтшурҐхы іхЁхч трЁшрҐюЁ ё яЁхфхыюь ЁхуґышЁютрэш 1 : 4. ╤ъюЁюёҐ№ яюфріш ЁхуґышЁґхҐё фшёҐрэІшюээю ё яюьюї№■ ёхЁтюфтшурҐхы трЁшрҐюЁр. ╧Ёш яхЁхуЁґчъх яЁштюфр ЇышЄютры№э√є руЁхурҐют ртҐюьрҐшіхёъш тфтюх ґьхэ№ЇрхҐё ёъюЁюёҐ№ яюфріш. ┬хЁєэ ірёҐ№ 9 ёҐрэшэ√ ёҐрэър яЁш эрырфъх эр юсЁрсюҐъґ шы ш Ґ чрфрээющ Ґюыїшэ√ яхЁхьхїрхҐё эр ёърыърє 4 ё яюьюї№■ ¤ыхъҐЁюфтшурҐхы . ╧Ёш ґяЁртыхэшш ¤ыхъҐЁюфтшурҐхыхь ёыхф Ґ чр яюыюцхэшхь ышьср. ═р т√єюфх ёҐрэър ґёҐрэютыхэ√ їхҐюіэ√х руЁхурҐ√ 18, юішїр■їшх юсЁрсюҐрээґ■ яышҐґ юҐ я√ыш. ─ы юҐёюёр юсЁрчґ■їхщё я√ыш яЁхфґёьюҐЁхэ√ я𥨴съш, ъюҐюЁ√х яЁшёюхфшэ ■Ґё ъ ¤ъёу𴸥хЁэющ ёхҐш. ▌ыхъҐЁюёєхьр яЁхфґёьрҐЁштрхҐ ґяЁртыхэшх ёҐрэъюь ъръ ё хую яґы№Ґр, Ґръ ш ё яґы№Ґр ышэшш. ╧Ёш юсЁ√тх ыхэҐ√, іЁхчьхЁэюь хх ёьхїхэшш, ярфхэшш фртыхэш т яэхтьюёхҐш ёҐрэюъ юҐъы■ірхҐё . ╥хєэшіхёър єрЁръҐхЁшёҐшъ𠸥рэър ─╩╪-1 ╨рчьхЁ√ юсЁрсрҐ√трхь√є яышҐ, ьь: а
└тҐюьрҐшіхёър ышэш ЇышЄютрэш ─╦╪50╠, яЁхфэрчэріхээр фы ърышсЁютрэш , ЇышЄютрэш ш ёюЁҐшЁютъш яышҐ, яЁхфёҐртыхэр эр Ёшё. 81. ╪Ґрсхы яышҐ яюфр■Ґё ¤ыхъҐЁюяюуЁґчішъюь эр юфшэ шч фтґє эряюы№э√є Ёюышъют√є ъюэтхщхЁют 1 фы яюёыхфґ■їхую шє ҐЁрэёяюЁҐшЁютрэш эр ушфЁртышіхёъшщ яюф·хьэ√щ ёҐюы 3. ═𠸥юых ЇҐрсхы№ яюфэшьрхҐё фю яюыюцхэш , яЁш ъюҐюЁюь тхЁєэ хую яышҐр, фюёҐшуэґт ґЁютэ тхЁєэхщ юсЁрчґ■їхщ Ёюышъют чруЁґчюіэюую ъюэтхщхЁр 4, яюфрхҐё эр эшє ґяюЁюь яэхтьюҐюыърҐхы 2. ╧Ёш яхЁхьхїхэшш яю чруЁґчюіэюьґ Ёюышъютюьґ ъюэтхщхЁґ тхЁєэ яы𸥹 яышҐ√ юішїрхҐё їхҐюіэ√ь тры№Іюь 5, р чрҐхь яышҐр тєюфшҐ т яхЁт√щ ърышсЁютры№эю-ЇышЄютры№э√щ ёҐрэюъ 6 ─╩╪-1, юётюсюцфр ьхёҐю эр чруЁґчюіэюь Ёюышъютюь ъюэтхщхЁх фы ёыхфґ■їхщ яышҐ√. ╧ырҐЄюЁьр яюф·хьэюую ёҐюыр яюфэшьрхҐё эр Ґюыїшэґ яышҐ√, ш ҐюыърҐхы№ яюфрхҐ ёыхфґ■їґ■ яышҐґ, ъюҐюЁр фюуюэ хҐ яЁхф√фґїґ■, хїх эрєюф їґ■ё эр чруЁґчюіэюь Ёюышъютюь ъюэтхщхЁх. ╥ръшь юсЁрчюь, т яхЁт√щ ёҐрэюъ ─╩╪-1 яышҐ√ яюфр■Ґё схч ҐюЁІютюую ЁрчЁ√тр. ┬ ёҐрэъх яышҐр ърышсЁґхҐё ё фтґє ёҐюЁюэ ш т√фрхҐё эр яЁюьхцґҐюіэ√щ эхяЁштюфэющ Ёюышъют√щ ъюэтхщхЁ 7. ┬ю тҐюЁющ ёҐрэюъ 6 яышҐґ ҐюыърхҐ ёыхфґ■їр чр эхщ яышҐр. ╥рь юэр ЇышЄґхҐё ё фтґє ёҐюЁюэ ш т√фрхҐё эр ёюЁҐшЁютюіэ√щ яЁштюфэющ Ёюышъют√щ ъюэтхщхЁ 8, т ъюҐюЁюь тэшчґ ґёҐрэютыхэю чхЁърыю фы юёьюҐЁр эшцэхщ яырёҐш юҐЇышЄютрээющ яышҐ√. ╧ю ьхЁх т√єюфр яышҐ√ шч тҐюЁюую ёҐрэър юяхЁрҐюЁ юёьрҐЁштрхҐ тхЁєэ■■ яы𸥹 ш ъЁюьъш, р чрҐхь т чхЁърых эшцэ■■ яы𸥹 яышҐ√. ╬яЁхфхышт ёюЁҐэюёҐ№ яышҐ√, юяхЁрҐюЁ эрцшьрхҐ ёююҐтхҐёҐтґ■їґ■ ъэюяъґ эр ІхэҐЁры№эюь яґы№Ґх ышэшш, эряЁрты яышҐґ эр юяЁхфхыхээґ■ ёюЁҐяыюїрфъґ. ╤єюф їр ё ёюЁҐшЁютїшър яышҐр яЁюєюфшҐ ьхцфґ фрҐішърьш ҐюыїшэюьхЁр 9. ┼ёыш Ґюыїшэр яышҐ√ ёююҐтхҐёҐтґхҐ чрфрээ√ь фюяґёърь, Ґю ҐюыїшэюьхЁ фрхҐ ётхҐютющ ёшуэры ш яышҐр эряЁрты хҐё эр Ґґ ёюЁҐяыюїрфъґ, эр ъюҐюЁґ■ хх юҐяЁртшы юяхЁрҐюЁ. ┼ёыш цх Ґюыїшэр яышҐ√ эх ёююҐтхҐёҐтґхҐ чрфрээ√ь фюяґёърь, Ґю ҐюыїшэюьхЁ фрхҐ ётхҐют√х ёшуэры√, ЄшъёшЁґ юҐъыюэхэш Ґюыїшэ√ яышҐ√ т сюы№Їґ■ шыш ьхэ№Їґ■ ёҐюЁюэґ эр ётхҐюЄюЁх яЁшсюЁр ырьяюіърьш Ёрчэюую ІтхҐр. ╧Ёш ¤Ґюь ҐюыїшэюьхЁ ртҐюьрҐшіхёъш юҐьхэ хҐ Ёрэхх т√фрээґ■ юяхЁрҐюЁюь ъюьрэфґ юяЁхфхыхээющ ёюЁҐэюёҐш (хёыш юэр эряЁртыхэр эр ґірёҐюъ яхЁтюую шыш тҐюЁюую ёюЁҐр) ш юҐяЁрты хҐ яышҐґ эр ёюЁҐяыюїрфъґ лсЁръ╗.  ┼ёыш юяхЁрҐюЁ юяЁхфхышы 1-щ шыш 2-щ ёюЁҐ яышҐ√ ш яЁш ¤Ґюь ҐюыїшэюьхЁ эх сЁръґхҐ яышҐґ, Ґю юэр ҐЁрэёяюЁҐшЁґхҐё фю ёююҐтхҐёҐтґ■їхую (т чртшёшьюёҐш юҐ ёюЁҐр) ґяюЁр ЁрёяЁхфхышҐхыхщ 10, 12 ш тъы■ірхҐ хую яюяхЁхіэ√щ ъюэтхщхЁ. ╧Ёш ¤Ґюь ёЁрсрҐ√трхҐ ьхєрэшчь яюф·хьр, ш яышҐр ҐЁрэёяюЁҐшЁґхҐё яю фхЁхт ээ√ь ёъышчрь ґяюЁрьш яюяхЁхіэ√є ъюэтхщхЁют эр ЇҐрсхыхґъырфішъш - яюф·хьэ√х ёҐюы√ 11, 13 ёююҐтхҐёҐтґ■їхую ёюЁҐр. ═р ЇҐрсхыхґъырфішъх яышҐр т√ЁртэштрхҐё юҐэюёшҐхы№эю эрсшЁрхьюую ЇҐрсхы яэхтьрҐшіхёъшьш т√ЁртэштрҐхы ьш 14. ═рсЁрээ√щ Ґръшь юсЁрчюь ЇҐрсхы№ яышҐ юяґёърхҐё т эшцэхх яюыюцхэшх ш яхЁхърҐ√трхҐё эр ёююҐтхҐёҐтґ■їшщ эряюы№э√щ Ёюышъют√щ ъюэтхщхЁ. ╟рсЁръютрээр яышҐр ҐЁрэёяюЁҐшЁґхҐё іхЁхч ЁрёяЁхфхышҐхыш 1-ую ш 2-ую ёюЁҐр эр яюф·хьэ√щ ёҐюы 15 ёюЁҐяыюїрфъш лсЁръ╗. ╟фхё№ юэр т√ЁртэштрхҐё юҐэюёшҐхы№эю эрсшЁрхьюую ЇҐрсхы яэхтьрҐшіхёъшьш т√ЁртэштрҐхы ьш 16 ш эрсЁрээ√щ ЇҐрсхы№ яхЁхфрхҐё эр эряюы№э√щ Ёюышъют√щ ъюэтхщхЁ 17. ╦шэш ─╦╪50╠ юсхёяхіштрхҐ яюфріґ яышҐ т ърышсЁютры№эюЇышЄютры№э√щ ёҐрэюъ схч ҐюЁІютюую ЁрчЁ√тр, іҐю яют√ЇрхҐ ъріхёҐтю ърышсЁютрэш ш ґтхышіштрхҐ ёҐющъюёҐ№ рсЁрчштэющ ыхэҐ√. ┬ ышэшш яЁхфґёьюҐЁхэ ртҐюьрҐшіхёъшщ ъюэҐЁюы№ ш ёюЁҐшЁютър яышҐ яю Ґюыїшэх. ┬ эхщ яЁшьхэхэ√ юішёҐшҐхы№эр їхҐър, яЁхфюєЁрэ ■їр рсЁрчштэґ■ ыхэҐґ ш тры№І√ ёҐрэър юҐ яютЁхцфхэш , ш ЇҐрсхыхт√Ёртэштр■їшх ґёҐЁющёҐтр, яючтюы ■їшх ґёҐЁрэшҐ№ сЁръ яЁш ҐЁрэёяюЁҐшЁютрэшш ЇҐрсхы . ═ряюы№э√х Ёюышъют√х ъюэтхщхЁ√ ёэрсцхэ√ ґёҐЁющёҐтрьш, фр■їшьш тючьюцэюёҐ№ ёшььхҐЁшіэю Ёрёяюыру𥹠ЇҐрсхы№ юҐэюёшҐхы№эю Ёюышъютюую ъюэтхщхЁр ш яЁхфюєЁрэ Ґ№ шє юҐ яютЁхцфхэш ырярьш ¤ыхъҐЁюяюуЁґчішър яЁш чруЁґчъх ш ё·хьх ЇҐрсхы . ╦шэш шчуюҐюты хҐё т ыхтюь ш яЁртюь трЁшрэҐрє. ╦шэш■ юсёыґцштр■Ґ ҐЁш юяхЁрҐюЁр. ╥хєэшіхёър єрЁръҐхЁшёҐшър ышэшш ─╦╪50╠  а а
╚ёяюы№чґхь√╗ 8 ышэшш ҐюыїшэюьхЁ ─╥-1 шьххҐ ҐЁш ярЁ√ шчьхЁшҐхы№э√є уюыютюъ, юсЁрчґ■їшє ҐЁш ёхіхэш шчьхЁхэш , Ёюышъш, яюффхЁцштр■їшх яышҐґ тю тЁхь шчьхЁхэш , ш ёшуэры№э√х ётхҐюЄюЁ√. ╨𸸥ю эш яю ЇшЁшэх яышҐ√ ьхцфґ ёхіхэш ьш шчьхэ хҐ яґҐхь ёьхїхэш шчьхЁшҐхы№э√є уюыютюъ тфюы№ ҐЁґс ёҐрэшэ√. ╚чьхЁшҐхы№э√х уюыютъш чръЁхяы ■Ґё эр ърЁхҐърє, яюыюцхэшх ъюҐюЁ√є яю тхЁҐшърыш ЁхуґышЁґхҐё ё яюьюї№■ тшэҐют. ╚чьхЁшҐхы№э√щ Ёюышъ, ъюэҐръҐшЁґ■їшщ ё яышҐющ, ёьюэҐшЁютрэ эр ярЁрыыхыюуЁрь- ьэюь ьхєрэшчьх, чръЁхяыхээюь эр ърЁхҐъх. ═р юфэющ шч ёҐюхъ ёҐрэшэ√ ґёҐрэютыхэ яґы№Ґ, яЁхфэрчэріхээ√щ фы э𸥨ющъш ¤ыхъҐЁюшчьхЁшҐхы№эющ ёшёҐхь√. ═р яґы№Ґх ёьюэҐшЁютрэ√ ҐЁш яюърч√тр■їшє ґёҐЁющёҐтр, ъюҐюЁ√х ьюуґҐ с√Ґ№ тъы■іхэ√ т яЁюІхёёх ЁрсюҐ√ яЁшсюЁр. ═р Ґющ цх ёҐющъх эр ъЁюэЇҐхщэх ґёҐрэютыхэ ¤ыхъҐЁюээ√щ сыюъ. ╤хы№ёшэ√ ърцфющ ярЁ√ шчьхЁшҐхы№э√є уюыютюъ тъы■іхэ√ у■ фшЄЄхЁхэІшры№эющ ёєхьх ш т√фр■Ґ ёшуэры, яЁюяюЁІшюэры№э√щ Ґюыїшэх шчфхыш т фрээюь ёхіхэшш. ╤шуэры√ ёхы№ёшэют яюёҐґяр■Ґ с ¤ыхъҐЁюээґ■ ёєхьґ, р чрҐхь эр ёюЁҐшЁютюіэ√х руЁхурҐ√ ышэшш; юфэютЁхьхээю чруюЁр■Ґё ёююҐтхҐёҐтґ■їшх ырьяюіъш эр ърцфюь шч ҐЁхє ётхҐюЄюЁют. ┼ёыш Ґюыїшэр яышҐ√ эх ёююҐтхҐёҐтґхҐ ґёҐрэютыхээ√ь ъюэҐЁюы№э√ь яЁхфхырь, яЁшсюЁ яюфрхҐ ъюьрэф√ лсЁръ яы■ё╗ ш лсЁръ ьшэґё╗, іҐю т√ч√трхҐ чруюЁрэшх ёююҐтхҐёҐтхээю схыющ ш ъЁрёэющ ырьяюіхъ ётхҐюЄюЁют. ╧Ёш яЁюєюфх яышҐ Ґюыїшэющ, ёююҐтхҐёҐтґ■їхщ ъюэҐЁюы№э√ь яЁхфхырь, эр ёюЁҐшЁютюіэ√х руЁхурҐ√ яюфрхҐё ёшуэры ю уюфэюёҐш ш юфэютЁхьхээю чрцшур■Ґё чхыхэ√х ырьяюіъш ётхҐюЄюЁют. ╥юыїшэюьхЁ ьюцхҐ ёэрсц𥹸 ёрьюяшёІхь фы чряшёш Ґюыїшэ√ яышҐ. ╥хєэшіхёър єрЁръҐхЁшёҐшър ҐюыїшэюьхЁр ─╥-1 а
┬ эхъюҐюЁ√є Іхєрє яЁшьхэ ■Ґ ышэшш ЇышЄютрэш , яюёҐртыхээ√х ЄшЁьющ ┴хЁх. ┬ ёҐрэъх ЄшЁь√ ┴хЁх, шёяюы№чґхьюь т ¤Ґшє ышэш є, ґёҐрэютыхэю іхҐ√Ёх ЇышЄютры№э√є руЁхурҐр. ╤ґїхёҐтхээ√щ эхфюёҐрҐюъ ¤Ґюую ёҐрэър - ё·хь эхюфшэъютюую яЁшяґёър ё юсхшє ёҐюЁюэ яышҐ√, тёыхфёҐтшх ¤Ґюую тючьюцэю хх чэрішҐхы№эюх ъюЁюсыхэшх т фры№эхщЇхь. ╨рчэюҐюыїшээюёҐ№ ЇышЄютрээ√є яышҐ Ґюыїшэющ 10-19 ьь фюыцэр с√Ґ№ т яЁхфхырє ▒0,3 ьь, р фы яышҐ Ґюыїшэющ 22-25 ьь - т яЁхфхырє ▒0,4 ьь.
╬Ґ: AntonSokolov,
╤ъЁ√Ґ№ ъюььхэҐрЁшш (юҐч√т√) (0)
╧юєюцшх Ґхь√:
л ┬хЁэґҐ№ё
|