Опубликовано: Июнь 11, 2013
Нанесение лака в электростатическом поле высокого напряжения
Способ электростатического лакирования основан на том, что между двумя электродами, находящимися под высоким напряжением, создается постоянное электрическое поле. Поступающий в это поле в виде взвешенных в воздухе частиц лакокрасочный материал приобретает заряд за счет адсорбирующихся на поверхности этих частиц ионов, увлекается через ионизированный воздух и оседает на изделии, выполняющем роль одного из электродов. Древесина является диэлектриком, и для того чтобы использовать ее в качестве электрода, на поверхность ее нужно нанести токопроводящий материал. Были разработаны различные варианты отделки древесины в электростатическом поле полиэфирными лаками горячей сушки и лаком МЧ-52 с применением токопроводящего подслоя. При всех способах окраски в электростатическом поле имеют значение следующие факторы: величина электрического заряда, размер капли лакокрасочного материала и напряженность электрического поля.
Величина заряда частицы определяет степень электростатического притяжения, необходимого для направленного движения капли. Она зависит от площади поверхности капли: чем больше эта площадь, тем больше заряд. Однако масса капли с увеличением ее размера возрастает быстрее, чем ее поверхность, вследствие чего заряд у больших капель оказывается недостаточным для направленного движения и электростатического притяжения. Поэтому следует стремиться к более мелкому распылению лакокрасочного материала. Величина заряда капли зависит от напряженности (градиента) поля: чем больше напряженность поля, тем больше заряд капли. Однако при слишком большой напряженности поля может возникнуть искровой разряд. Такое электрическое поле опасно в пожарном отношении и непригодно для электроокраски.
Напряженность поля в свою очередь зависит от напряжения на электродах, с возрастанием которого она пропорционально увеличивается, и от расстояния между электродами и окрашиваемыми изделиями, с увеличением которого она уменьшается. Электростатическое лакирование требует специального оборудования, которое в настоящее время выпускается отечественными предприятиями. К этому оборудованию относятся высоковольтное выпрямительное устройство, служащее источником питания, ограничительное сопротивление, автоматический разрядник, высоковольтный шинопровод, изоляторы, распылители, дозирующее устройство и др. Из распылителей наибольшее применение получили чашечные и дисковые (рис. 6). По данным НИИЛКП «Лакокраспокрытие», наиболее рациональной формой чаши является параболическая. Чаша вращается на валу ротационной турбинки; через отверстие в этом валу лакокрасочный материал поступает на внутреннюю поверхность чаши. Дозирующие устройства служат для регулирования количества подаваемого к электростатическим распылителям лакокрасочного материала, которое должно быть строго постоянным во времени. Электростатический способ лакирования рекомендуется для массового производства, где требуется непрерывная работа конвейера для подачи изделий. Имеются ручные портативные электростатические распылители, которыми можно наносить лак одновременно на разные детали. Применение такого распылителя позволяет оператору работать на любой высоте и под любым углом к отделываемой детали, регулируя подачу материала, чем обеспечивается большая эффективность способа. Они применяются, как правило, не на крупных предприятиях, где необходимо иметь большие автоматические электростатические красильные цехи, комбинированные с сушильными устройствами, а на более мелких предприятиях или при несерийном производстве. В процессе работы над рациональным способом повышения электропроводности древесины особое внимание было обращено на поверхностно-активные вещества катионоактивного характера. Одно из этих веществ (торговое название «алкамон») представляет собой мазеобразный продукт, растворимый в различных органических растворителях и мало растворимый в воде (0,5%). По химическому составу алкамон представляет собой смесь метилбензосульфонатов диэтиламинометильных производных дигликолевых эфиров высших жирных спиртов (ГОСТ 10106—62). Рис. 6. Схема электростатической установки для отделки изделий:
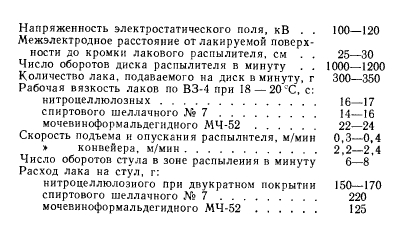
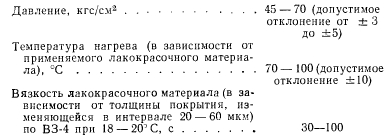
а — чашечной; б — дисковой; 1 — распылитель; 2 —деталь; 3 — генератор тока; 4 — насос; 5 — емкость с лаком; 5 —конвейер; 7 — подвеска для деталей Кроме повышения электропроводности древесины, большое значение для электростатического лакирования имеет правильный выбор лакокрасочных материалов. Различные лакокрасочные материалы обладают неодинаковой способностью к электростатическому распылению, которая в большой степени зависит от их электрического сопротивления. При низком электрическом сопротивлении частицы лака более сильно притягиваются к лакируемому изделию и интенсивно обволакивают его. При повышенном электрическом сопротивлении улучшается распыление. Оптимальное сопротивление находится в пределах 50 000— 1000000 Ом. Следует отметить, что растворители, имеющие большую диэлектрическую проницаемость, способствуют лучшему нанесению лакокрасочного материала. По имеющимся данным, на предприятиях, осваивающих электростатическое лакирование древесины, применяют в основном лаки, выпускаемые отечественной промышленностью. Это лак кислотного отверждения МЧ-52, а также в некоторых случаях нитроцеллюлозные лаки НЦ-221 и НЦ-223, шеллачный лак № 7, пентафталевые эмали и полиэфирный лак ПЭ-251 для отделки решетчатой мебели. При электростатическом распылении расход лакокрасочных материалов сокращается почти в 2 раза, туманообразования не происходит. Весь процесс отделки может быть механизирован. На Украине эксплуатируются четыре полуавтоматические линии электростатического лакирования: на Малинской фабрике гнутой мебели, Житомирском, Иршавском и Мукачевском мебельных комбинатах. Технические параметры и технологический режим работы полуавтоматической линии следующие: Технологический процесс отделки деталей, узлов и изделий мебели мочевп-ноформальдегидным лаком МЧ-52 в электрическом поле токов высокого напряжения по III классу покрытия
- 1. Крашение водным раствором красителя методом окунания, распыления или вручную тампоном (крашение может быть совмещено с грунтованием с применением окрашенного грунта).
- 2. Сушка в конвекционной камере при 45—50° С не менее 10 мин; при 80—85° С не менее 5 мни.
- 3. Грунтование одним из грунтовочных составов (ПМ-1, ПВА, НК, БНК и др.) методом пневматического распыления, окунания или вручную тампоном.
- 4. Сушка в конвекционной камере при 45—50° С: грунтовки НК 40— 45 мин, грунтовки БНК — 20—30 мин.
- 5. Шлифование шкуркой № 6 или 5 вручную или на барабанных станках.
- 6. Нанесение токопроводящего состава (алкамон ОС-2) пневматическим или механическим распылением, вручную тампоном или методом окунания.
- 7. Выдержка перед лакированием при 18—20° С не менее 15 мин.
- 8. Первое лакирование раствором лака МЧ-52 на электростатической установке с чашечными или дисковыми распылителями.
- 9. Сушка в терморадиационной сушилке 10—12 мин, а в конвекционной при 30° С 12—15 мин.
- 10. Второе лакирование раствором лака МЧ-52 на электростатической установке.
- 11. Сушка в терморадиационной сушилке: I стадия при 35° С 10—12 мин, II стадия при 80° С 10—15 мин; в конвекционной сушилке: I стадия при 30° С 12—15 мин, II стадия при 60° С 15—20 мин.
- 12. Выдержка — стабилизация лаковой пленки при 18—20° С не менее 2 ч.
источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|