Опубликовано: Июль 18, 2013
Изготовление и подготовка материалов и полуфабрикатов мягкой мебели
Исходное сырье и полуфабрикаты, необходимые для изготовления мягкой мебели, часто поступают на мебельные предприятия в таком виде, в котором применять их в технологическом процессе изготовления мебели нельзя без предварительной подготовки и обработки. Так, проволока для пружин и пружинных блоков поступает в бухтах; настилочные материалы (вата, мочало, филлоспадикс, рогоз) — в кипах; волос — в крученых жгутах; пенополиуретан и латекс — в листах и блоках; покровные и декоративно-облицовочные ткани — в рулонах; шпагат, тесьма, резиновые ленты — в мотках и т. д. На мебельных предприятиях для подготовки и обработки всех вышеперечисленных материалов создаются специализированные цехи или мастерские. Технология обработки и подготовки этих материалов, применяемое оборудование и инструмент имеют свои специфические особенности. § 7. Изготовление и подготовка пружин
Технология изготовления конусных и цилиндрических пружин состоит из навивания спирали пружины, завязывания узла концевого кольца пружины и термической обработки концевых колец пружин. Наиболее удачными моделями станков для изготовления отдельных пружин различной формы следует считать навивочномотальную машину W-38/sw, узловязальную машину K-27/sw и станок-автомат F-68/sw фирмы «Spuhl» (Швейцария).
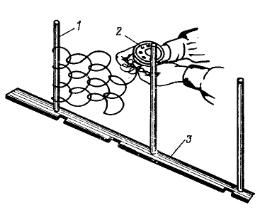
Навивочно-мотальная машина W-38/sw предназначена для навивания из проволоки двухконусных, одноконусных и цилиндрических пружин (рис. 27).
Рис. 27. Устройство машины W-38/sw фирмы «Spuhl»:
1 — механизм настройки конусности пружин; 2 — эксцентрик; 3 — механизм регулирования диаметра пружин; 4 — механизм регулирования шага витков пружин; 5 — навивочный механизм; 6— рукоятка включения муфты; 7—маховичок тянущих роликов; 8 — капельница; 9—ролики; 10 — прямящие ролики; II — мотовило
Производительность навивочно-мотальной машины приведена в табл. 11. Машина работает следующим образом: конец проволоки из смоточного мотовила через прямящие ролики вводится в питающие ролики; включается рукоятка включения муфты, при этом тянущие ролики поджимаются маховичком и проволока, увлекаемая роликами, входит через калибровочную направляющую в навивочный механизм. При полном повороте эксцентрика на-вивочный ролик производит навивку пружины. Таблица 11 Производительность навивочно-мотальной машины
Отрезные ножи отрезают проволоку. Затем пружину укладывают в подстопное место. Нельзя допускать заход конца проволоки в станок в момент сматывания из бухты ее последних сантиметров.
При остановленной машине проволока отрезается и конец ее вытягивается сзади машины. Смоточное мотовило для проволоки должно отстоять от машины на расстоянии не менее 1 м. Машину настраивают по образцу пружины. Длину проволоки устанавливают путем полного распрямления пружины и измерения этой длины с помощью шнура. Машина может работать в автоматическом режиме и при управлении вручную. Она надежна в эксплуатации и обеспечивает все необходимые параметры пружин. Узловязальная машина K-27/sw предназначена для завязывания узлов концевых колец пружин. Завязывание узла может быть с акселем (плечом) и без него. Завязывание узла с плечом обеспечивает постоянство диаметра концевых колец пружин в процессе эксплуатации. Техническая характеристика машины
Машина (рис. 28) имеет следующие основные узлы и механизмы: станину; стол; узловязальный механизм; привод станка с муфтой сцепления; механизмы управления. Машина работает следующим образом: концевое кольцо пружины вставляется в прорези цанги узловязальной шестерни узловязального механизма; нажатием педали включается муфта сцепления, при этом приводится в движение узловязальный механизм и происходит завязывание узла. Затем пружина переворачивается и завязывается узел второго концевого кольца пружины. При настройке машины в узловязальном механизме следует установить детали помаркировке, соответствующие диаметру проволоки. В зависимости от диаметра концевого кольца пружины на столе устанавливается деталь с прорезью, соответствующей диаметру концевого кольца пружины. Деталь устанавливается так, чтобы кольцо пружины лишь касалось ее. После этого следует произвести контрольную операцию завязывания узла. Если узел будет иметь свободный конец, выступающий за кольцо, то линейку на столе следует подвинуть влево. После того как узел после контрольной проверки окажется нормальным, можно приступить к работе. При изменении диаметра проволоки пружины в машине производится замена деталей с маркировкой по диаметру проволоки и диаметру концевого кольца пружины. При необходимости завязывания узла без плеча производится замена стола. После изготовления пружины из высокотвердой стали концевые кольца ее проходят термическую обработку посредством прохождения через них электрического тока. Станок-автомат F-68/sw (рис. 29) позволяет производить навивание одноконусных пружин, завязывание больших концевых колец и термическую обработку пружины. Рис. 28. Узловязальная машина K-27/sw фирмы «Sptihl»:
1 — педаль включения узлооязальцого механизма; 2 —станина; 3 — главный включатель; 4 — стол; 5—узловязальный механизм; 6 — привод с муфтой сцепления; 7 — рычаг муфты сцепления Техническая характеристика автомата
Рис. 29. Станок-автомат F-68/sw фирмы «Spuhl» для изготовления одно-конусных пружин:
1 — механизм настройки станка на различные параметры пружин; 2—маховичок тянущих роликов; 3 — проволока; 4 — прямящие ролики; 5 — эксцентрик; 6 — тянущие ролики; 7 —механизм навивания пружин; 8 — узловязальная головка; 9 — зона термической обработки пружин; 10 — приемный лоток; 11 — пружины
Станок работает следующим образом. Конец проволоки 3 из бухты, установленной на мотовиле, вводится в прямящие 4, а затем тянущие ролики 6. Смыкание тянущих роликов осуществляется маховичком 2. После включения станка проволока, увлекаемая тянущими роликами, поступает в навивочный механизм. Форма и параметры пружины 11 регулируются заменой эксцентрика 5 и механизмом настройки 1. После навивания пружины она механически передается к узловязальной головке 8, где завязывается узел большого кольца пружины. Из узловязальной головки пружина передается в зону 9 термической обработки и оттуда в приемный лоток 10.
источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|