Опубликовано: Июль 23, 2013
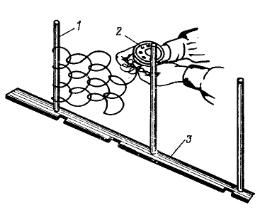
Изготовление пружинных блоков из двухконусных пружин, соединенных спиралями
Наиболее технологичными и надежными в эксплуатации являются пружинные блоки из двухконусных пружин, соединенных спиралями. Изготовлять эти блоки можно по двум технологическим схемам. Первая позволяет использовать двухконусные пружины, полученные на станках-автоматах W-38/sw и К-27/sw; при этом пружины в блоки соединяются спиралями вручную. Второй способ получения пружинных блоков более механизирован и состоит из изготовления двухконусных пружин на автомате, при этом автоматически производится навивание пружины, завязывание двух концевых колец, термическая обработка. На другом станке-полуавтомате производится сборка пружин спиралями. Из полосовой стали на гибочном станке изготовляют металлические рамки, а на другом станке крепят рамки скобами к пружинному блоку. Автомат F-65/sw (по системе Бонелла) фирмы «Spiihl» для навивания, завязывания и термической обработки двухконусных пружин для пружинных блоков предназначен для выполнения автоматически следующих одна за другой операций: выпрямление проволоки; навивка двухконусных пружин; завязывание узлов на концевых витках пружин; термообработка пружин; формирование пружин в ряды в приемном лотке станка.
На станине автомата (рис. 31) установлен механизм 3 навивания пружин и отрезания проволоки, верхняя 1 и нижняя 9 узловязальные машины, аппарат для термической обработки пружин с пускателем 4, транспортный механизм 8 для перемещения пружин к узловязальным машинам и аппарату закаливания и приемный лоток 6 для готовых пружин.
На основании станины станка на расстоянии 1300 мм от главного привода установлено смоточное устройство 5 для проволоки (мотовило). Для легких мотков проволоки мотовило устанавливается без автономного привода, а для тяжелых—с автономным приводом. Рис. 31. Автомат для навивания, завязывания и термической обработки двухконусных пружин F-65 /sw фирмы "Spiihb"
Поступление проволоки в механизм навивки пружин обеспечивается питающими роликами. До поступления из мотовила в питающие ролики проволока проходит через выпрямляющий аппарат (система роликов). Навивание и отрезание пружин, перемещение их в узловязальные машины, завязывание концевых колец пружин производится системой механизмов, приводимых в действие электродвигателями. Фиксирование пружин в узло-вязальных машинах производится сжатым воздухом. Автомат имеет следующие механизмы управления: главный пускатель автомата шкафа управления 7; манипулятор 2 для автоматического и ручного управления; пускатель аппарата термической обработки пружин 4 (отдельный шкаф); главный кран воздушного управления узловязальных машин. Автомат работает следующим образом. Включаются главный включатель, включатели узловязальных машин, главный кран воздушного управления, воздушные краны узловязальных машин, включатель аппарата закаливания. Из бухты конец проволоки вводится в прямящие и питающие ролики. Нажимается кнопка ручного (или автоматического) управления. При этом проволока, увлекаемая питающими роликами (одновременно происходит механическое вращение бухты проволоки на смоточном устройстве), проходит через калиброванные направляющие, поступает в навивочный механизм, навивается и отрезается. После этого пружина механическим фиксатором, расположенным над транспортным механизмом перемещения пружин 8, закрепляется в манипуляторе (механической руке) 2 транспортного механизма. Далее пружина манипулятором переносится к первой узловязальнои машине, где пружина фиксируется в узловязальнои головке и завязывается узел одного концевого кольца пружины. Затем пружина этой же механической рукой перемещается ко второй узловязальнои машине — узел завязывается на другом концевом кольце пружины. При нижнем положении механической руки пружина поступает в аппарат термообработки. Специальным приспособлением, имеющим возвратно-поступательное движение, пружина снимается в приемный лоток. Транспортный механизм имеет шесть механических рук, которые, перемещаясь (вращаясь вокруг оси), переносят пружины по операциям автомата. Одновременно пять из шести механических рук удерживают пружины (у навивочной машины, двух узловязальных, в аппарате закаливания и механизме снятия пружин). Настраивать автомат начинают с определения и установки длины отрезка проволоки пружины. Длину проволоки устанавливают по табл. 12. Зависит она от диаметра и количества зубьев шестерен Е и V главного привода. Окончательно длина проволоки регулируется винтом-стопором под питающими роликами и положением кулачка (величиной расстояния между кулачком и планшайбой). Таблица 12 Таблица настройки автомата F-65/sw на длину проволоки пружины
Затем вращением рычажной системы, соединенной с эксцентриком, регулируют диаметр концевого кольца пружины. Меняя положение регулирующего винта (поднимая или опуская его по пазу рычага), регулируют величину конусности пружины. Вращая звездчатую рукоятку, изменяют шаг пружин. Это регулирование производится, если при навивке пружина имеет неравномерное распределение колец от середины. Гибочный ролик устанавливают на определенный диаметр кольца пружины. Смыкание тянущих роликов производится рукояткой. Чем больше будут сомкнуты ролики, тем быстрее будет подаваться проволока. Таким образом, система регулирования механизмов позволяет настроить станок по размерам и форме пружины аналогично образцу или чертежу. После настройки навивочной машины необходимо сделать контрольную пружину, убедиться, что данный регулируемый параметр соответствует образцу, и только после этого настраиватьследующие параметры пружины. После того как отрегулирован механизм навивки пружины, регулируют механизм отрезания конца проволоки и механизм фиксации пружины в транспортном механизме. Механизм отрезания устанавливают вместе с пальцем, который вместе с роликом формирует навивку пружин. Выдвигая палец на себя, получают больший угол подъема спирали от нижнего кольца. Резцы механизма отрезания устанавливают так, чтобы при прохождении проволоки при навивке кромка резца была от проволоки на расстоянии не менее 1 мм. Фиксатор пружины в транспортном механизме регулируют путем остановки автомата в тот момент, когда заканчивается процесс навивки пружины. При этом нужно освободить пружину из механизма фиксации и вручную подвести фиксатор к пружине. Фиксатор должен охватывать два кольца пружины и надежно крепить ее в транспортном механизме. Пазообразные головки фиксатора могут перемещаться в четырех направлениях, что позволяет легко его отрегулировать. Цанги узловязальных машин должны быть отрегулированы так, чтобы концевое кольцо пружины входило в них свободно. Местоположение цанг регулируют перемещением всей машины в различных направлениях (вправо, влево, вниз, вверх, поворотом механизма по сектору). После того как цанги установлены, настраивают механизм обжима кольца пружины. На нижней узловязальной машине имеется сектор, положение которого определяет температуру закаливания. Нормальная температура закаливания 280—320° С. Проверяют ее термическими карандашами. На два кольца пружины карандашом наносят след. Если после термообработки цвет одного карандашного следа изменится, а другого останется без изменения, то термообработка проходит нормально. В аппарате термообработки имеются направляющие для пружин, устанавливаемые по готовой пружине. Приемный лоток пружин регулируют при рабочем положении автомата по отрегулированной пружине. Регулированию подлежат верхний фиксатор-ползун и направляющие пружин. В том случае, когда проволока не подается, вращением рукоятки увеличивают смыкание питающих роликов. источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|