Опубликовано: Июль 23, 2013
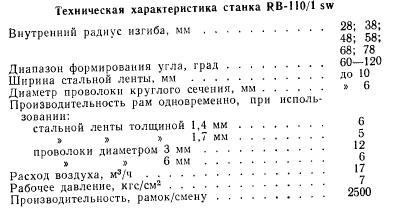
Крепление рамок к пружинному блоку Для упрочнения и придания правильной формы упругому элементу рамки к пружинному блоку крепят скобами из стальной ленты (ширина 8—10 мм, толщина 0,5—0,8 мм) за каждое концевое кольцо блока. Крепление может производиться вручную плоскогубцами или на специальном станке. Станок К-108/sw фирмы «Spuhl» (рис. 34) предназначен для изготовления соединительных скоб и скрепления ими рам с пружинными блоками.
Рис. 35. Механизм подачи ленты в скобозатяжную головку станка К-108/sw фирмы «Spuhl» Техническая характеристика станка К-108/sw На станине станка смонтированы механизмы скобозатяжной головки, подачи полосовой ленты в головку и фиксации полосовой стали. Для удобства перемещения пружинного блока и фиксации колец пружины в скобозатяжной головке станок имеет приставной стол. Под столом устанавливается смоточное устройство для полосовой стали (мотовило).
Станок работает под действием сжатого воздуха. Полосовую сталь из смоточного устройства вводят в механизмы фиксации и подачи. Пружинный блок укладывают на столе так, чтобы кольцо пружины было над рамкой. Включением педали осуществляется рабочий такт, при этом кольцо проволоки соединяется скобкой с рамкой. Процесс повторяется на каждом кольце прокладки. Нельзя пускать станок в работу без материала для изготовления скоб. Это может привести к поломке скобозатяжной головки. Для введения в станок стальной ленты для изготовления скоб моток ленты устанавливают на мотовило, конец ленты заостряют и проталкивают в станок через зажим 7 (рис. 35), предварительно оттянув тормоз 10, причем верхнюю направляющую 9 прижимают в направлении стрелки. Затем нажатием рабочей педали вводят ленту в устройство для предварительного сгибания скоб. Прежде чем нажать рабочую педаль еще раз, следует отрезать конец стальной ленты.  Переналадка станка (рис. 36) производится в следующем порядке. Устанавливается устройство для предварительного сгибания скобы 11. Во время затягивания винтов 10 необходимо прижимать устройство для предварительного сгибания скобы в направлении стрелки, иначе под давлением рычага 2 оно во время работы постепенно переместится, а это может привести к поломке ножа. При производстве рамок из стальной ленты монтируются гибочная колодка 8 и шайба 9. При изготовлении рамок из проволоки круглого сечения монтируют гибочную колодку 8 и под шайбу 9 подкладывают фольгу. После этого устанавливают режущую колодку 3 и отклонитель 4 с прокладкой 5. Рычаг 2 устанавливают вертикально поворотом эксцентриковой оси 12 таким образом, чтобы в момент отсекания стальной ленты для скобы между режущей колодкой 5 и устройством для предварительного сгибания скобы 11 не было никакого зазора. С другой стороны, между этими деталями не должно быть и никакого защемления, что контролируется приведением в действие вручную рычага 2. Одновременно необходимо следить за тем, чтобы между отклонителем 4 и гибочной колодкой 5 при закрытом положении рычага 2 во избежание поломки имелся зазор. Винт 1 устанавливают так, чтобы между режущей колодкой 3 и гибочной колодкой 8 при закрытом положении отклонителя 4 имелся зазор для прохождения ленты. Затем воздушный кран 3 (см. рис. 35) закрывают. Длину втягиваемой стальной ленты для скобы регулируют винтом 1 таким образом, чтобы после нажатия на рабочую педаль между предварительно согнутой скобой из стальной ленты и устройством для предварительного сгибания скобы оставался зазор до 0,5 мм. При установке гибочной колодки 8 (см. рис. 36) необходимо следить за тем, чтобы стальная лента или проволока круглого сечения лежала с пружиной в середине предварительно согнутой скобы из стальной ленты. При изготовлении рамок из стальной ленты кулачок 5 (см. рис. 35) устанавливают так, чтобы при закрытом положении рычага 2 верхняя кромка стола была расположена на 1 мм ниже, чем нижняя кромка профиля 7 изгиба выреза гибочной колодки 8. Положение кулачка 5 (см. рис. 35) считается правильным в том случае, если в начале движения рычага при закрывании сразу же поднимается стол. При изготовлении рамок из проволоки круглого сечения кулачок 5 удаляется. В комплект запасных частей станка входят детали, замаркированные под размеры исходных материалов и определяемые характеристикой станка. Правильно отрегулированный станок обеспечивает хорошее качество крепления пружинного блока к рамке. источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|