Опубликовано: Декабрь 22, 2013
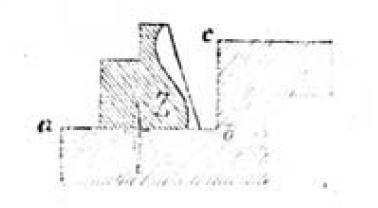
Профилирование брусковПосле подготовки брусков описанными способами приступают к их профилированию. Работа эта производится на особом верстаке, представленном на рис. 9. Этот верстак снабжен особыми тисками, состоящими из двух брусков SS и S’S’, которые могут сближаться между собой с помощью четырех винтов Z,Z,Z,Z. Каждый брус имеет в длину 4? аршина, рукоятки винтов соединяются между собой железной штангой nn, таким образом, что если вращать ручку а то одновременно и в одну сторону получат вращение все винты, вследствие чего расстояние между брусьями будет уменьшаться или увеличиваться, в зависимости от того, в какую сторону вращать эту ручку.


В сущности, на верстаке, таким образом, как показано на рис.10, где SS – тиски в поперечном разрезе.
Фигурное строгание или профилирование производится особыми стругами, типы которых чрезвычайно многочисленны. На рис. 11 изображен один из таких стругов.

Как подошва его G, так и самое лезвие имеют формы, соответственные тому профилю, который желательно придать данному бруску. Струг имеет две ручки mn и xy. Смотря по ширине бруска, при работе, за ручку mn берутся двое рабочих, а за противоположную ручку xy всегда один.Щеки струга, предназначенные для того, чтобы работа выходила, возможно, правильнее и чтобы все спрофилированные по одному профилю бруски были одинаковой высоты, с внутренней и нижней сторон обиваются жестью. В противном случае они скоро изнашиваются, не смотря на то, что струг может быть сделан из очень твердого дерева. Вследствие изнашивания, придется брать бруски несколько шире, и все же они будут получаться меньшей высоты. При обстругивании брусков до 4-х вершков ширины стругом работают обыкновенно двое: один ведет его за ручку mn, а другой за ручку xy. Вести струг нужно как можно равномернее и правильнее. Строгание производят до тех пор, пока более не будет получаться стружки,- когда, следовательно, подошвы щек струга будут скользить по брусьям SS и S’S’. Во все время операции, струг каждый раз в конце пути следует несколько приподнимать за переднюю ручку, чтобы стружка была вполне срезана и вышла из прореза струга, не забивая таким образом его.
Вовсе не следует производить каждую часть профиля отдельным стругом. Работа в этом случае выходит неравномерной, некрасивой и, при слишком расчленяющихся широких профилях, тратится много лишнего времени. Бруски любой ширины, даже если она достигает 4? - 2? … профилируется красивее, ровнее и дешевле с помощью одного струга, которым зараз воспроизводятся все части профиля.
Когда присутствие отверстий с нижней стороны готового бруска не имеет значения, пользуются верстаком более простого устройства, чем описанный выше. Вместо тисков на верстаке укрепляется железная с закраинами пластина y, как изображено на рис.12, по длине которой на расстояниях друг от друга вершков 10-12, имеются отверстия, через которые с нижней стороны пропускаются винты a.

Последние должны быть очень острыми, с мелкой резьбой; при таком условии сверление отверстий в бруске А делается излишним, так как винты а, а… непосредственно входят в его нижнюю поверхность. Таких винтов нужно иметь несколько сортов – различной длины и ширины, чтобы употреблять их, сообразуясь с шириной и высотой профилируемых брусков.
Подобный винт представлен на рис 13 (рис см. в конце книги) в увеличенном виде.
– Этими винтами а, а… брусок А укрепляется на пластине у как показано на рис 12. Затем его строгают таким же стругом, как и ранее описанный, с той только разницей, что щеки его должны быть длиннее на высоту фальца, как это ясно видно по приведенному рисунку. Отверстия, получающиеся от винтов а, могут быть в случае надобности легко заделаны или замазаны. железки стругов никоим образом не должны натачиваться стальными подпилками, как это вообще делают многие. От этого они отпускаются, делаются мягкими и их приходится точить очень часто. Существует следующий способ точения: от не очень тонкого оселка отрезают при помощи пилки несколько брусочков различной ширины и придают им драчевой пилой формы, соответствующие формам отдельных частей профиля железка. Каждый из таких брусочков вделывается, затем в деревянную ручку и им пользуются, смачивая водою при натачивании, как и обыкновенным подпилком. При этом надо быть очень осторожным в отношении к тем лезвиям железки, которые идут в направлении длины его. Для сообщения им надлежащей остроты затачивают обыкновенно только верхние стороны железка. Конечно, последнее, время от времени, требует опускания и обработки в первоначальную форму. Рисунки профилей чрезвычайно разнообразны, но все же все они подчинены известным архитектурным законам. Кроме того, надо иметь ввиду, тот материал, из которого делается листель; может случиться, что данный профиль совсем нельзя будет придать или же спрофилированный брусок получится некрасивым. Особенно следует обращать внимание на будущую отделку верхней поверхности бруска. Так, при поверхности золоченой глубокие выемки не производят никакого эффекта. Теневые эффекты, достигаемые при такого рода профилях, в тех случаях, когда поверхность матовая или имеет темный цвет, совершенно пропадают при матовой позолоте и потому сама работа производится совершенно бесполезно. В программу нашей книги не входит рассмотрение этих правил; мы ограничимся только кратким указанием тех оснований, которых следует держаться при рисовании профилей, имея ввиду возможность облегчить работу позолотчика. Вообще надо взять за правило, не делать в профилях слишком узких и глубоких поверхностей, так как золотить их почти невозможно. Отдельные линии профилей должны быть так сопоставлены между собой, что в углубленных местах приходились исключительно тупые или закругленные углы. На рис.14 изображен вычерченный совершенно правильно профиль; на рис.15 - он же, но с теми изменениями, которые нужны, чтобы позолота вышла чистой.

Изменения эти, как видно из рисунка, заключаются в том, что прямые углы, обозначенные буквами, закруглены, благодаря чему наложение позолоты значительно облегчится, красота же профиля ровно ничего не потеряет. Обыкновенно позолотчики не придают значения столь незначительным изменениям; они заполняют глубокие и острые углы грунтом и часто последнего накладывают столько, что портят весь рисунок и после того в этих местах получаются трещины. Когда бруску надо придать точный профиль уже готовой багеты или рамы, то поступают следующим образом: На рисунке профиля багеты (или карнизы, рамы) прочерчивают другой профиль, параллельный первому и ниже его на расстоянии, равном толщине загрунтовки. В такой полученный профиль и должен быть остроган подлежащий брусок. Чтобы получить теперь профиль подошвы струга. Проводят кривую, параллельную второму профилю и лежащую выше него на толщину стружки; эта кривая и будет искомой. Сказанное наглядно поясняется рис.16.  прочерчивают другой профиль, параллельный первому и ниже его на расстоянии, равном")
Здесь толстая линия представляет профиль, который должен получиться по загрунтовке бруска (и, следовательно, также профиль готовой, например, багеты). Тонкая линия есть профиль, который следует придать бруску острагиванием, наконец, средняя или внутренняя линия показывает профиль, который должна иметь подошва струга,- причем все выпуклые части соответствуют для нее погнутыми и обратно; профиль железки струга выражается тонкой крайней линией притом же соответствии частей. – Нетрудно видеть, почему именно следует поступать так, как указано. Если бы мы придали уже бруску острагиванием профиль, выраженный на рис.16 толстой линией, то очевидно, что по загрунтовке он изменился бы и, следовательно, в результате отличался бы от того профиля готовой багеты, который мы хотели сообщить данному бруску.
А потому изготовленная багета имела бы несколько иной вид, чем взятая за образец. 
Конечно, подобные точные работы приходится делать не часто. Мы уже говорили, что рисунки профилей должны составляться по известным правилам, опытными в этом деле лицами. Незнакомые же с составлением рисунков должны пользоваться готовыми образцами. источник: Золочение, серебрение и бронзование по дереву Л. П. Шмидт
От: valen,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|












 прочерчивают другой профиль, параллельный первому и ниже его на расстоянии, равном")