Опубликовано: Май 19, 2012
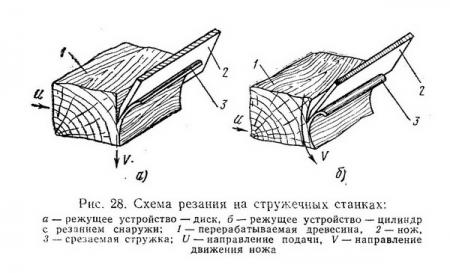
§ 27. Переработка мерных заготовок Мерные заготовки перерабатывают в стружку на станках с ножевым валом, а также на дисковых стружечных станках. К станкам с ножевым валом относится станок ДС-6, а к дисковым - стружечный станок ДС-2. Стружечный станок ДС-6. Станок ДС-6 (рис. 29) предназначен для переработки дровяного сырья, а также крупных отходов-деревообработки. До переработки на станке ДС-6 сырье должно быть раскроено на заготовки длиной до 1080 мм, наименьший и поперечный размер при этом не должен превышать 400 мм. Перерабатываемое сырье подается к режущему органу цепным питателем 2. Режущий орган представляет собой ножевой вал 8. 
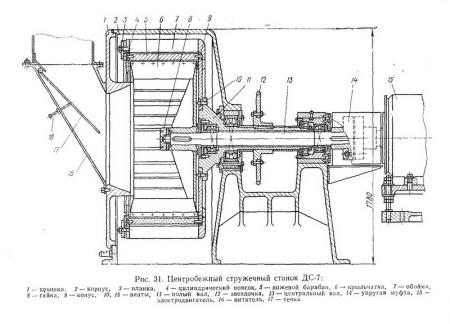
Сырье специальным загрузчиком-накопителем, устанавливаемым перед станком, подается на загрузочный конвейер 1 станка. Этот конвейер, у которого три ряда подающих цепей, приводится в движение индивидуальным электродвигателем через клиноременную передачу, червячный редуктор и зубчатую передачу. Загрузочный конвейер перемещает перерабатываемые заготовки к наклонному питателю 2. Питатель оборудован двумя цепными конвейерами, расположенными наклонно под углом 60° к горизонтальной плоскости. Каждый конвейер включает четыре ветви тяговых трехрядных цепей с упорами, взаимодействующими с перерабатываемыми заготовками 4. На нижних валах 6 я 18 питателя установлены приводные звездочки, соединяемые цепной передачей 17 с промежуточным валом 19, который, в свою очередь, связан цепной передачей с редуктором 14. Редуктор приводится в движение электромагнитной муфтой скольжения 16 через клиноременную передачу 15. Под нижними ведущими звездочками подающих цепей питателя укреплены гребенчатые планки и регулируемые верхний и нижний контрножи, образующие воронку над ножевым валом 8. В 12 продольных пазах цилиндрического ножевого вала размещены тонкие стружечные ножи с зубчатой режущей кромкой, длина зуба которой обусловливает длину получающейся стружки. Благодаря этому станок работает без надрезных ножей. Срезающие ножи скрепляют после переточки винтами с пластинчатыми ножедержателями, которые имеют продольный паз для базирования по планкам, закрепленным на ножевом валу. Схема работы станка показана на рис. 30. При вращении ножевого вала 1 в направлении по часовой стрелке ножи 6, закрепленные на валу, срезают стружку 7, которая поступает в паз ножевого вала 1. После того как паз со стружкой выходит за пределы питателя 3, под действием центробежной силы инерции стружка выбрасывается наружу и удаляется из станка в направлении стрелки А присоединенным к станку пневмотранспортом или расположенным под ним скребковым конвейером.  К выступам гребенчатых клиньев поджимается перерабатываемая древесина, а во впадины проходит образующаяся стружка. Клинья отжимаются к периферии вала пружинами, при этом ножи предварительно закрепляются. Окончательно ножи зажимаются при вращении ножевого вала под действием центробежных сил инерции, возникающих на клиньях. При замене затупившихся ножей ножевой вал поворачивается и фиксируется в заданном положении с помощью маховичка 12 (см. рис. 29) и делительного диска, связанных с валом, а также фиксатора 7. Чтобы освободить ножедержатели с ножами перед их заменой, клин отжимают с помощью механизма отжима. Механизм отжима состоит из двух пневматических цилиндров 11, шарнирно подвешенных к корпусам подшипников ножевого вала и рычагам 10, которые смонтированы на поворотном валу 9. На этом же валу закреплены кулаки, которые через толкатели воздействуют на клинья ножевого вала 8. При повороте вала 9 в направлении против часовой стрелки толкатели отжимают клинья ко дну пазов ножевого вала 8, и ножедержатели с ножами можно специальным захватом перемещать вдоль оси ножевого вала. Чтобы ножедержатели с ножами проходили наружу, в корпусе подшипника ножевого вала выполнено специальное окно. Кран управления пневмоцилиндрами находится под крышкой 13. Заточенные ножи устанавливают на ножедержателях с помощью специального приспособления с индикаторами. Ножевой вал приводится в движение электродвигателем с фазовым ротором; электродвигатель соединен с ножевым валом упругой муфтой. Станок имеет наладочный и рабочий пульты управления. Наладочный пульт 5 размещен непосредственно на станке. Техническая характеристика стружечного станка ДС-6  
В некоторых цехах древесностружечных плит используют стружечные станки с ножевым валом фирмы "Хомбак". Эти машины работают так же, как и станок ДС-6. В них нет загрузочного конвейера 1 (см. рис. 29), поэтому рабочему приходится чаще работать вручную, загружая в питатель сырье.
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|