Опубликовано: Сентябрь 28, 2012
Терморадиационный способ сушки лакокрасочных покрытий
Терморадиационный способ сушки основан на способности лакокрасочного материала пропускать инфракрасные лучи определенной длины и поглощать их подложкой, т. е. поверхностью древесины, на которую нанесено жидкое покрытие. Лучистая энергия, проникшая через толщу лакокрасочного покрытия, поглощаясь подложкой, преобразуется в тепловую энергию. В результате этого поверхность древесины прогревается. Глубина проникновения лучей, а следовательно, и прогрева древесины зависит главным образом от ее породы: для хвойных — 3—6 мм, лиственных 1—4 мм. При таком способе подвода тепла сушка лакокрасочного покрытия начинается на границе древесина — лак, а не лак — древесина, как это имеет место при конвекционном способе. В этом случае направление потока тепла (от древесины к наружным слоям покрытия) совпадает с направлением движения летучих элементов лакокрасочного материала, благодаря чему сокращается время высыхания покрытия и улучшается его качество, поскольку пары летучих элементов беспрепятственно удаляются в атмосферу, не нарушая целостности верхних, еще не отвердевших слоев пленки. В качестве источников инфракрасного излучения применяют те же средства, что и в термарадиационных камерах для предварительного подогрева деталей: электролампы, обогреваемые панели и трубчатые электронагреватели.
При терморадиационном способе сушки лакокрасочных материалов особое значение приобретает правильный выбор параметров источников излучения тепловой энергии. Работами Московского лесотехнического института и центрального научно-исследовательского института технологии отделочных покрытий установлено, что практическое значение в процессе передачи тепла через лакокрасочные покрытия имеют волны длиной 0,75—8 мк.Наибольшей проницаемостью (примерно 50% излучаемой энергии) обладают волны в диапазоне 1—4 мк, излучаемые источниками с температурой нагрева свыше 450°. При понижении температуры нагрева источника длина излучаемых волн увеличивается (например, при 200- 350° длина волн составляет 5—6,5 мк), что ведет к снижению их проницаемости. Физическая сущность терморадиационной сушки лакокрасочных покрытий носит односторонний характер. Опыт показывает, что чистой терморадиации в принципе не бывает. При терморадиационном излучении имеет место и значительный нагрев воздуха в сушильных камерах, что в немалой степени способствует высыханию лакокрасочного покрытия. Рассматриваемый способ сушки лакокрасочных материалов не нашел широкого распространения по следующим причинам:
он пригоден для сушки сравнительно тонких покрытий — 40 — 60 мк; тепловая энергия, получаемая за счет преобразования лучистой энергии, аккумулируется на поверхности подложки постепенно и достигает необходимого для сушки лакокрасочного покрытия значения по истечении определенного времени; следовательно, процесс сушки покрытия начинается не в момент входа детали в камеру, как это имеет место при сушке методом предварительного аккумулирования тепла, а несколько позже, поэтому длина сушильных камер увеличивается;
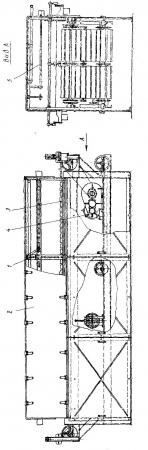
терморадиационные сушильные камеры могут быть только одноканальными, поэтому при создании камер повышенной производительности (допустим, с ритмом 10 сек) требуется очень длинный туннель (канал), 60—80 м; сушка покрытий в этом случае оказывается неэффективной. Несмотря на указанные недостатки, использование метода в ряде случаев бывает оправданным (например, при сушке корпусов телеприемников, футляров для всевозможных приборов, мелких изделий типа карандашей и т. д.). Типовых конструкций сушильных камер с терморадиационным облучением не имеется. Как правило, они создаются силами самих предприятий применительно к специфике его производства, а именно: сменной производительности, типу изделия, виду используемого лакокрасочного материала и др. По конструкции они аналогичны терморадиационным камерам для предварительного подогрева деталей, описанных ранее. Разница заключается лишь в длинах туннелей (каналов), расположении ТЭН и конструкции транспортных устройств, а также в оснащении терморадиационных камер вытяжной вентиляцией, обеспечивающей скорость движения воздуха в пределах 0,2-0,5 м/сек. отрывки из книги Бухтияров В. П. «Лесная промышленность», (внимание! возможны ошибки распознавания)
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|