Опубликовано: Сентябрь 14, 2012
Нанесение лакокрасочных материалов методом струйного облива
В последнее время получил распространение новый метод отделки изделий - струйный облив. Изделие (деталь) обливают большим количеством перекрещивающихся струй лакокрасочного
материала, нагнетаемого из емкости насосом, а затем оно поступает в туннель, внутри которого поддерживается определенная концентрация паров растворителей. Наличие этих паров предотвращает быстрое затягивание, пленки на поверхности детали, сохраняя ее в разжиженном состоянии до полного стекания избытков лакокрасочного материала. При действии паров растворителей естественная способность к растеканию лакокрасочных материалов не только сохраняется, но значительно улучшается адсорбционным воздействием этих паров, вследствие чего уменьшается поверхностное натяжение пленки. В результате этого с покрытого изделия сначала стекают избытки лакокрасочного материала под действием силы тяжести, а затем происходит равномерное распределение его по поверхности изделия. Покрытие при прохождении зоны паров растворителей оказывается равномерным по толщине - без потеков и последней капли. Равномерное по толщине покрытие получается при отделке изделий относительно небольших габаритных размеров (створок форточек, оконных переплетов и т. д.).
При отделке крупных изделий с плоскими поверхностями (дверных полотен) имеет место перепад толщин пленок в верхней и нижней частях изделия, который можно определить по формуле:
(24) 
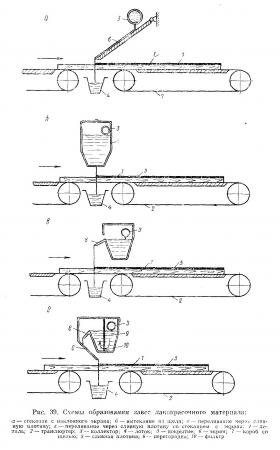
Принцип работы установок струйного облива заключается в следующем (рис. 38). 
Изделия 1, подвешенные на конвейере 2, поступают в зону струйного облива, где на них наносится лакокрасочный материал, вытекающий из отверстий коллектора 3. Коллектор совершает возвратно-поступательное движение с помощью привода 4 с эксцентриковым механизмом и осевое колебание (угол разворота ±10°). В результате такой кинематики обеспечиваются лучшие условия для облива поверхности изделий. Лакокрасочный материал подается в коллектор из бака 5 насосом 6. Его избытки стекают на Ѵ-образный поддон 7, откуда по желобу через фильтр возвращаются по конвейеру 2 в бак. По этому же поддону возвращаются избытки лакокрасочного материала из камеры выдержки изделия в парах растворителей, куда они поступают сразу же после их отделки.
Камера выдержки изолирована от смежных агрегатов - установок для облива и сушки - воздушной завесой, необходимой для предотвращения утечки паров растворителей. После окончания работы установка нуждается в промывке всей системы. Для этой цели в систему нагнетают растворитель из бака 8 тем же насосом. В этом случае перекрывают вентиль 9, а вентиль 10 открывают. Растворитель вместе с лакокрасочным материалом сливается по поддону 7 через трубы 11 и 12.
После промывки системы растворитель используется либо для повторной промывки, либо для разжижения лакокрасочного материала до рабочей вязкости. Метод струйного облива обладает рядом преимуществ по сравнению с другими методами нанесения лакокрасочных материалов: снижается удельный расход отделочных материалов (полезное использование составляет примерно 95 %);
улучшается качество покрытия (оно уплотняется); снижается требование к чистоте поверхности отделываемых изделий;
появляется возможность отделки труднодоступных мест; в одной установке большого ассортимента изделий; отделки изделий сложной конфигурации; механизации и автоматизации отделки;
улучшаются санитарно-гигиенические условия труда (ввиду уменьшения загазованности помещения летучими элементами);
повышается производительность (ввиду одновременной отделки четырех-шести изделий, подвешенных на каждой подвеске конвейера);
упрощается конструкция и надежность в эксплуатации. К числу недостатков метода струйного облива относятся: загрязнение подвесок;
повышенный расход растворителей (на 10-12%). Производительность установок струйного облива определяется по формуле (23). отрывки из книги Бухтияров В. П. «Лесная промышленность», (внимание! возможны ошибки распознавания)
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|