Опубликовано: Сентябрь 14, 2012
Нанесение лакокрасочных материалов методом налива
За последнее время широкое распространенно получило нанесение лакокрасочных материалов наливом. Этот метод предназначен для отделки деталей с плоскими поверхностями типа мебельных щитов, дверных полотен и т. д. Покрытие наносится при прохождении детали через широкую плоскую струю (завесу) падающего вниз лакокрасочного материала. Непременными условиями получения равномерного слоя при отделке методом налива являются:
постоянство скорости движения детали;
превышение длины ,завесы ширины отделываемой детали;
постоянство толщины завесы по всей ее длине. 
Завеса лакокрасочного материала (рис. 39) может быть образована путем:
стекания с наклонного экрана; вытекания из донной щели головки;
переливания через открытый боковой проем головки - сливную плотину;
переливания через обливную плотину с последующим стеканием с наклонного экрана.В наливочных головках с наклонным экраном лакокрасочный материал из емкости с помощью насоса подается в коллектор 3, откуда через щелку поступает на наклонный экран 6 с заостренной сливной кромкой, равномерно растекается но экрану и стекает в виде сплошной завесы в сливной желоб 4, откуда вновь в емкость. Толщина завесы регулируется за счет изменения расхода лакокрасочного материала с помощью вентиля и скорости подачи детали. Наливочные головки такого тина обеспечивают хорошее качество покрытия. Однако, ввиду больших испарении, следствием которых является быстрое нарастание вязкости лакокрасочного материала, а также громоздкости самого экрана поливочные головки со сливным экраном не нашли широкого применения. Наливочные головки с донной щелью наиболее распространены в практике отечественной и зарубежной, промышленности. Они представляют собой емкость, в которой на дне имеется щель, регулируемая в пределах 0-5 мм. Лакокрасочный материал с помощью насоса подается через коллектор 3 внутрь короба (наливочной головки) 7, а оттуда через щель выливается в виде сплошной равномерной завесы в желоб 4, откуда вновь поступает в емкость. В наливочных головках такого типа предусмотрена переливная труба для слива в желоб избытка лакокрасочного материала, образуемого за счет разности количества материала, подаваемого насосом и истекающего из щели. Наливочные головки с донной щелью пригодны для одно- и двухкомпонентных лакокрасочных материалов. Недостатками головок такого типа являются:
трудность обеспечения постоянства толщины завесы по всей ее длине;
неудобство промывки после окончания работы;
необходимость повышенной фильтрации лакокрасочного материала, так как в противном случае имеет место закупорка отдельных участков щели, следствием чего является разрыв завесы;
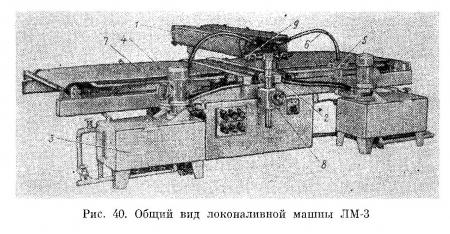
образование воздушных пузырей в результате удара лакокрасочного материала, вытекающего из коллектора с большой скоростью, о стенки головки и бурления находящегося в нем материала. Толщина покрытия регулируется за счет изменения ширины щели в головке и скорости подачи отделываемых деталей. Наливочные головки со сливной плотиной отличаются компактностью, а также простотой конструкции и обслуживания. Головки этого типа применяются при нанесении главным образом полиэфирных лаков. Покрытия получаются хорошего качества. Существенным недостатком наливочных головок со сливной плотиной является трудность Получения тонких пленок (до 25-35 мм), необходимых при нанесении нитроцеллюлозных лаков. По этой причине они не нашли широкого применения в промышленности. Наливочные головки со сливной плотиной с экраном являются принципиально новым вариантом. Ими оснащена новая модель отечественной наливной машины - ЛМ-3. Лакокрасочный материал насосом подается в правый отсек головки, отгороженный от левого стенкой 9, в нижней части которой имеется перепускная щель с капроновой сеткой - фильтром 10. Проходя в левый отсек, лакокрасочный материал очищается от воздушных пузырей и других примесей. Стенка 9 легк вынимается из головки при ее отмывке. Очищенный лакокрасочный материал, протекая через плотину 8, попадает на экран 6.
На хорошо обработанной поверхности экрана лакокрасочный материал растекается тонким слоем и сливается с его заостренной кромки. Головки рассматриваемого типа пригодны для работы на любых лакокрасочных материалах. При нанесении лакокрасочных материалов методом налива покрытие требуемой толщины формируется за несколько проходов детали через машину с обязательной сушкой после каждого нанесения. В связи с этим важное значение приобретает определение толщины жидкого и сухого слоя лакокрасочного материала. Толщина жидкой пленки (покрытия)
(25) ")
Этот способ наиболее точный и довольно простой.2. Замером расхода, отнесенного на единицу длины наливочной головки. Поскольку в системе подачи предусмотрены каналы, фактический расход лакокрасочных материалов (истекающих через головки) не может быть определен по характеристике гидронасоса. В этом случае фактический расход Q определяют путем наполнения емкости определено го объема. Тогда расход лакокрасочного материала, идущего на покрытие, определится из выражения
(27) 

Пo функциональному назначению лаконаливные машины подразделяются на три группы:
для отделки плоских деталей типа щитов; для отделки плоских деталей типа брусков; для отделки кромок щитовых деталей мебели. отрывки из книги Бухтияров В. П. «Лесная промышленность», (внимание! возможны ошибки распознавания)
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|