Опубликовано: Сентябрь 21, 2012
Сушильные камеры с непрерывно или периодически движущимися транспортерами
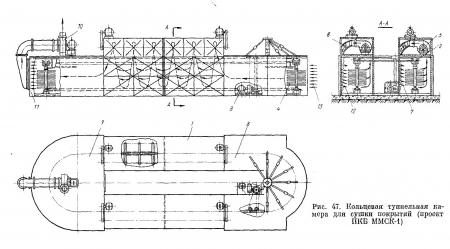
Большинство сушильных камер этого типа изготовляют применительно к местным условиям предприятия, сообразуясь с его мощностью, видом используемых лакокрасочных материалов, классом отделки и т. д. Специфичность таких сушильных камер делает их, как правило, пригодными только для данного типа предприятия и непригодными для использования на других. Из отечественных сушильных камер с непрерывно движущимися транспортерами заслуживают внимания лишь две, наилучшим образом удовлетворяющие требованиям промышленности. Конструкция и принцип их работы описаны ниже. Многоканальная сушильная камера СПКБ (Ленинград) Минлесдревпрома СССР (рис. 50) входит в состав полуавтоматической линии для отделки плоских деталей типа щитов, находящейся длительное время в эксплуатации на ленинградской фабрике музыкальных инструментов «Красный Октябрь». Камера 1 представляет собой сборную (из отдельных секций) конструкцию, выполненную из проката, обшитого с обеих сторон листовым железом, внутри которого помещен теплоизоляционный материал. Транспортным устройством камеры являются рольганги 2, ролики которых покрыты фетром (сукном). В камере имеется шесть рольгангов, расположенных один над другим. Привод их осуществляется от общего электромеханического привода - с помощью втулочно-роликовой цепи. Загруженные в камеру щиты перемещаются горизонтально только по одному из рольгангов.
 Минлесдревпрома СССР")
Лакокрасочные покрытия сушат теплым воздухом, нагреваемым в трех паровых калориферах 3. Каждый из калориферов подогревает воздух для определенной зоны сушильной камеры. В камере имеются три зоны с различными температурами:
I зона - 25-45°С (зона интенсивного выделения и отсоса летучих элементов); II зона - 45-55°С (зона предварительной сушки);
III зона - 55-65°С (зона окончательной сушки). Циркуляция воздуха внутри камеры происходит в поперечном направлении путем подачи нагретого воздуха через три щелевидных трубопровода 4, установленных с одной стороны камеры, и отсоса его через такие же трубопроводы, установленные с другой стороны камеры.
Отработанный воздух перед повторным подогревом в калориферах частично выбрасывается в атмосферу через каналы 5. Пo высоте воздух распределяется при помощи специальных отражателей - жалюзи, обеспечивающих постоянство температуры во всех шести туннелях камеры. Положительной особенностью рассматриваемой сушильной камеры является оснащение ее специальным распределительно- загрузочным устройством 6, которое автоматически подает подлежащую сушке деталь 7 в один из шести туннелей камеры. Распределительно-загрузочное устройство представляет собой ленточный транспортер, загрузочный участок которого шарнирно соединен с подающим участком. Подъем и опускание загрузочного устройства осуществляются при помощи четырех вертикальных реечных штанг 8, находящихся в зацеплении с зубчатыми колесами, приводимыми во вращение от приводной станции 9 через систему конических передач.
Техническая характеристика сушильной камеры СПКБ (Ленинград) ")
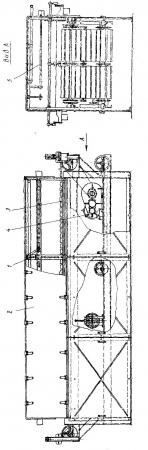
При выбранных параметрах сушильной камеры продолжительность сушки лакокрасочных покрытий соответствует 32 мин. Поэтому она пригодна для сушки нитроцеллюлозных покрытий, идущих под отделку по IV и III классам (ОН 08-82-64). Производительность камеры при пропуске длинных деталей (примерно 1500 мм) составляет 120 щитопокрытий в час. Одноканальная сушильная камера ЭКБ Минлесдревпрома Литовской CCP входит в состав полуавтоматической линии, находящейся в эксплуатации на Клайпедской и других мебельных фабриках Литвы. Общий вид ее представлен на рис. 51. Сварной каркас 1 облицован теплоизоляционными плитами 2. Камера выполнена в виде туннеля, внутри которого пропущен пластинчатый транспортер 3, передающий щиты на приемный рольганг 4.
Нa крыше камеры смонтирована приточно-вытяжная вентиляция 5, обеспечивающая обдув отлакированных поверхностей теплым воздухом, нагреваемым паровыми калориферами, смонтированными внутри камеры, а также предотвращающая выброс (проникновение) летучих элементов в цех.  Сушильные установки такого типа длительное время находятся в эксплуатации и зарекомендовали себя положительно при работе в составе линий, в которых предусмотрен предварительный подогрев лакируемых щитов.
Техническая характеристика сушильной камеры ЭКБ Литовской CCP 
Недостатком сушильных установок рассматриваемого типа является относительно низкая производительность (приблизительно 170 щитопокрытий в час). Поэтому авторы проекта разработали на ее базе новый вариант сушильной камеры - многоэтажную, с роликовым транспортным устройством, снабженным механизмами загрузки н разгрузки в виде специальных этажерок, аналогичных применяемым в многоэтажных гидравлических прессах. Производительность такой установки повысилась примерно в 3 раза. Она эксплуатируется в составе линии лакирования на Вильнюсском мебельном комбинате. В зарубежной практике сушильные установки, оснащенные транспортерами, нашли довольно широкое распространение. Они бывают одно- и многоканальными. Для сокращения времени сушки лакокрасочных покрытий и уменьшения общей длины сушильных камер используется предварительный подогрев поверхностей деталей перед нанесением лакокрасочных материалов. Для лучшего представления о конструкции сушильных установок такого типа ниже рассмотрены два наиболее распространенных варианта: одноканальная с роликовым транспортером и двухканальная с ленточным транспортером, выпускаемые западногерманской фирмой Эйзенманн.  Одноканальная сушильная установка (рис. 52) является многопоточной, т. е. обеспечивающей сушку нескольких деталей по ширине туннеля до 2000 мм. Этим значительно повышается производительность камеры. Такие установки комплектуются специальными передающими устройствами - накопителями, представляющими собой рольганг 1 продольной подачи деталей 3, доставляемых до ограничителя хода. Клиновые ремни 2 смонтированы на общей подъемной платформе и передают детали в поперечном направлении в сушильную, камеру 4. Накопитель после формирования набора щитов определенного формата автоматически передает его в туннель камеры. Рольганг 5 сушильной каморы работает с определенным ритмом, перемещая периодически детали на один шаг. Практика работы отечественных линий (например, ЛП-1) доказала целесообразность применения многопоточного метода отделки мебельных щитов, хотя он и обладает определенными недостатками, суть которых заключается в следующем:
перед запуском деталей, в линию необходим предварительный их набор по формату, способствующий наилучшему использованию производительности сушильных установок; указанное обстоятельство требует дополнительной затраты труда и специальных транспортных поддонов, на которых заблаговременно формируется необходимый набор деталей;
требуется автоматическая подача в линию всего набора деталей; поскольку в наборе может быть от двух до восьми деталей, надежная их подача должна осуществляться довольно сложным по конструкции механизмом;
при промежуточном шлифовании лакокрасочных покрытий, выполняемом на линии после первого нанесения материала, имеет место разброс деталей по длине формата ввиду их затормаживания в наборе шлифовальным инструментом; для выравнивания деталей требуется установка автоматически действующих отсекателей, что усложняет работу линии в целом. 
Двухканальная сушильная установка (рис. 53) является тоже многопоточной. Рабочая ширина двухканальных камер 1000 мм. Камера 1 комплектуется из отдельных секций, внутри которых расположены два ленточных транспортера 2. Верхний транспортер подает детали от лакокрасконаносящих машин, нижний,
наоборот, к ним. Передача деталей с одной ветви транспортера на другую (нижнюю) осуществляется автоматически - путем их сползания с роликов 3 и 4 на подающий ролик 5, направляющий детали на лепту нижнего транспортера. Детали при сползании в момент их опрокидывания опираются передним гордом на специальный металлический склиз 6. Воздух нагревается с помощью калориферов, а циркулирует от вентиляторов, установленных в боковой части камеры. Попадание летучих элементов лакокрасочных материалов из камеры в помещение предотвращается благодаря разрежению, создаваемому вытяжной системой 7. Сушильные камеры с возвратным движением деталей бывают не только двухканальными. Известны сушильные камеры с тремя, четырьмя, пятью каналами. При четном количестве каналов детали для повторного покрытия возвращаются в сторону лакокрасконаносящих машин с помощью специального отводящего пластинчатого транспортера, конструкция которого описана ниже, в главе VI. При нечетном количестве каналов детали поступают на вторую, параллельно расположенную ветвь, а оттуда - на лакокрасконаносящую машину. При использовании многоканальных сушильных камер с возвратным движением деталей верхняя отметка
транспортера находится выше отметки подающих органов лакокрасконаносящих машин. Поэтому для загрузки камер применяются наклонно расположенные загрузочные транспортеры. Линии, скомпонованные па базе сушильных камер рассматриваемого типа, обладают рядом положительных особенностей, а именно: работают со свободным ритмом, т. е. детали непрерывно движутся по всей системе линии без остановок и перекладок;
возврат деталей после их выхода из сушильной камеры для повторного покрытия лакокрасочными материалами осуществляется без применения передающих устройств, следствием чего является повышение эксплуатационной надежности линии;
сравнительно компактны, так как многоканальные сушильные камеры занимают намного меньше производственной площади по сравнению с одноканальными.
Помимо рассмотренных конвекционных сушильных установок, на отечественных и зарубежных предприятиях используются установки с конвейерным механизмом подачи деталей, применяемые при сушке покрытий, нанесенных на изделия методом струйного облива или электростатическим распылением. Эти установки являются составной частью линий для отделки изделий. Поэтому конструкция и принцип их работы будут освещены в главе VI при рассмотрении соответствующих линий для отделки изделии из древесины.
отрывки из книги Бухтияров В. П. «Лесная промышленность», (внимание! возможны ошибки распознавания)
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|