Опубликовано: Июль 18, 2013
Пружинные блоки непрерывного плетения
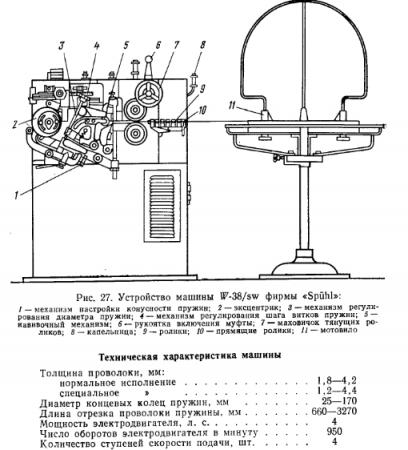
Пружинные блоки непрерывного плетения изготовляют из стальной холоднотянутой углеродистой пружинной проволоки диаметром 1,6 мм, допускается также изготовление из проволоки диаметром 1,2 и 1,4 мм. Блоки непрерывного плетения выпускаются с окантовочными рамками. Процесс изготовления блоков состоит из следующих операций: изготовление пружинной спирали; наматывание спирали на катушку; плетение вручную пружинной сетки; изготовление окантовочных рамок; изготовление крепежных скоб; сборка пружинной сетки с рамками в блок. Процесс изготовления пружинной спирали на станке состоит из трех операций: навивка, термическая обработка и рубка. Свободный конец мотка проволоки, установленного на смоточном устройстве, заправляют в автомат, навивающий непрерывную спираль. Станок состоит из механизмов правки (рихтовки) и подачи проволоки, направляющего механизма, механизма навивки, который имеет два штифта для формирования спирали по заданному диаметру, и шагового механизма, регулирующего величину шага спирали.
Станок работает непрерывно до окончания мотка проволоки. Скорость формирования спирали 20 м/мин при диаметре витков пружины 55± 1 мм. Сменная производительность станка для навивки пружинной спирали—до 3000 шт. трехметровых пружин.
Навитая пружинная спираль подается в трубообразную муфельную печь, где подвергается термической обработке для снятия возникших напряжений. Конец пружинной спирали вставляется в катушку, надеваемую на вал намоточного механизма. Катушка с намотанной на нее спиралью вкладывается в кассету (обойму), которая поступает на ручное формирование сетки блоков. Плетение сетки пружинных блоков производится вручную на специальных рабочих столах, оборудованных подвижной рейкой (кареткой) и тремя металлическими штырями (колками) для зацепки витков пружины (рис. 30). Количество витков спирали зависит от высоты пружинного элемента изделия и шага спирали. Для увеличения жесткости блока крайние торцовые пружины составляются из двух спаренных рядов пружинной спирали. Для получения первой ячейки (например, для блока высотой 150 мм) из кассеты отсчитывают четыре витка и перегибают пружину с таким расчетом, чтобы оси обеих ячеек были параллельны.
Рис. 30. Схема плетения первого ряда пружинного блока непрерывного плетения:
1 - штыри для витков проволоки; 2—катушка со спиралью; 3 — подвижная рейка
Полученные при перегибе параллельные пружины (столбики) переплетают между собой, после чего первый столбик надевают на штырь с правой стороны. На высоте первого столбика делают второй перегиб пружины в обратном направлении, чтобы пружины располагались в один ряд. Витки пружины третьего столбика переплетаются с витками второго столбика и т. д. Количество витков в столбиках чередуется, т. е. если в первом было четыре витка, то во втором три, в третьем опять четыре и т. д. Так набирают первый ряд блока и начинают набирать второй, одновременно соединяя его с первым рядом. Количество рядов определяется размером изделия. Готовые сетки с пружинами непрерывного плетения подвергают повторной термической обработке при температуре 200— 300° С, чтобы снять возникшие напряжения после плетения пружин. Блоки собирают на столах. Пружинную сетку сначала крепят к верхней рамке блока, затем — к нижней. источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|