Опубликовано: Май 19, 2012
§ 17. Производство плит экструзионного прессования Технологический процесс производства древесностружечных плит экструзионного прессования включает все основные операции, указанные в начале этой главы, при этом исключается лишь формирование стружечного ковра, так как эта операция в экструзионном прессе объединена с прессованием. Автоматизированный цех изготовления древесностружечных плит экструзионного прессования производительностью 12 ТЫС. M3 в год (рис. 13) разделен на четыре участка, связанных между собой бункерами: изготовления щепы, изготовления и сушки стружки; смешивания стружки со связующим; прессования и обрезки плит. Участок изготовления щепы. Древесное сырье - крупные кусковые отходы и неделовая древесина - поступает на ленточный конвейер 1, который подает его в рубительную машину 3. На ленточном конвейере установлен металлоискатель 2. Поступившее в рубительную машину сырье измельчается в щепу и через циклон направляется на виброгрохот 4 для сортировки. После сортировки щепа пневмотранспортом подается в один или два бункера 5 для щепы. Крупные остатки возвращаются на повторное измельчение в рубительную машину.

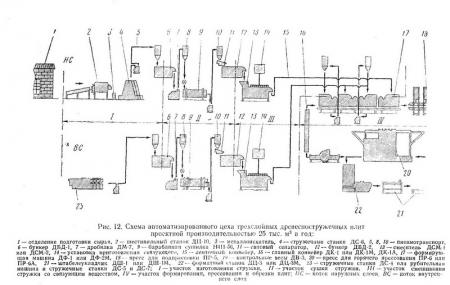
Участок изготовления и сушки стружки. В нижней части бункера 5 предусмотрен желоб 6 с вибратором, обеспечивающий дозируемую выдачу щепы на конвейер 7, а затем в стружечный станок 8. Из стружечных станков стружка через шлюзовой затвор 9 поступает в барабанные сушилки 10. Сухая стружка из сушильного барабана попадает на ситовый сепаратор 11 для отсева крупных и мелких частиц, после чего пневмотранспортом через циклон подается в горизонтальный бункер 13 сухой стружки. Крупные частицы после измельчения в молотковой дробилке 12 возвращают на ситовый сепаратор И или подают в бункер 13. В некоторых цехах в бункера щепы подают отсортированные опилки и стружки-отходы, которые без измельчения пропускают через стружечные станки в сушилки 10. Высушенные частицы в дальнейшем проходят те же операции, что и специально изготовленные стружки. Участок смешивания стружки со связующим. Из бункера 13 стружка дозируется автоматическими ковшовыми весами 14, встроенными в бункер, и поступает в смеситель 15. В смесителе происходит непрерывное смешивание стружки со связующим. Связующее подается через форсунки сжатым воздухом, а его приготовление и дозирование осуществляется клеемешалкой 16. Стружка, смешанная со связующим, поступает в бункер 17. Участок прессования и обрезки плит. Проклеенная стружка с помощью виброжелобов и пневмотранспорта непрерывно поступает в расходные бункера 18, а затем в два вертикальных экструзионных пресса 19, в которых пуансон прессует изделие между двумя нагревательными вертикальными плитами. В некоторых цехах вместо расходных бункеров 18 установлены маятниковые течки. Выходящая из пресса непрерывная лента плит попадает в дугообразные направляющие, постепенно изгибающие ее из вертикальной в горизонтальную плоскость. Затем лента поступает на горизонтальный форматный станок 20, который отрезает от нее плиты необходимой длины. С форматного станка стружечные плиты поступают на приводной роликовый конвейер штабелеукладчика 21, с которого плиты укладывают в штабеля. При изготовлении плит толщиной более 50 мм дугообразные направляющие не используются. Отрезанная от вертикальной ленты плита автоматически перекладывается в горизонтальное положение. В большинстве случаев отпрессованные плиты облицовывают или оклеивают бумагой. Технологический процесс производства плит экструзионного прессования на оборудовании фирмы Крайбаум аналогичен описанному. Оборудование этого цеха отличается от описанного; в отечественном цехе применены более надежные типовые барабанные сушилки, автоматическая клеемешалка непрерывного действия, автоматизирована обрезка плит.
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|