Опубликовано: Июль 23, 2013
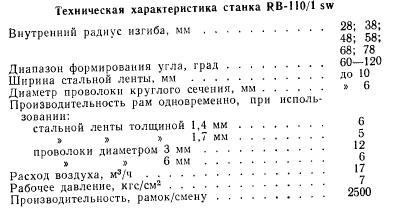
Изготовление пружинных блоков Для изготовления пружинных блоков необходимо соединить спиралями двухконусные пружины, изготовить рамки из полосовой стали, прикрепить их скобами к пружинному блоку. По принципу ручной сборки созданы автоматы, которые полностью механизируют операции сборки, а роль станочника сведена к наладке, загрузке и управлению станком. Станок-автомат AM-111/sw фирмы «Spiihl» (рис. 32) производит сборку пружинных блоков из двухконусных пружин, соединенных спиралями. Техническая характеристика станка-автомата AM-111/sw
 Рис. 32. Станок-автомат AM-111/sw фирмы «Spiihl», производящий сборку пружинных блоков из двухконусных пружин, соединенных спиралями: 1 — регулятор расхода масла; 2 — отстойник пневмоустановки; 3 — регулятор фильтра; 4 — фильтр; 5 —манометр пневмоустановки; « — звездочка регулятора давления воздуха; 7 — кран регулирования сжатого воздуха; 8 — кран открывания и смыкания цанг; 9 — подъемная траверса верхних цанг; 10 — направляющие спиралей; 11 — лампа концевого выключателя; 12 — ручной вентиль подъема верхней траверсы; 13 — рукоятка изменения положения верхнего навнвочного агрегата; 14 — фиксатор положения навивочного агрегата; 15 — мерительная линейка спирали; 16 — тяговые ролики спиралей; 17 — маховики тяговых роликов спиралей; 18 — масляные ванны для навн-вочных агрегатов; 19 — выравнивающие кольца; 20 — направляющие ролики для приволоки; 21 — корпуса навивочных агрегатов; 22, 23 — кольца мотовил проволоки; 24 — выключатели навивки спиралей; 25 — главный пускатель и' выключатель; 26 — электропневматический вентиль; 27 — педаль рабочего такта На станине автомата смонтированы две (верхняя и нижняя) називочные машины для спиралей, соединяющих верхние и нижние кольца двухконусных пружин, верхняя подвижная и нижняя неподвижная траверсы для фиксирования двухконусных пружин, четыре аппарата для отрезания и завязывания концов спиралей. За станиной автомата установлен стол с конечным выключателем для приема блоков и справа от нее два смоточных устройства (мотовила) для проволоки спиралей. Автомат имеет следующие механизмы управления: кран регулирования сжатого воздуха 7, главный пускатель и выключатель 25, два выключателя 24 навивки спирали, масляные ванны для навивочных агрегатов 18, педаль рабочего такта 27, ручной вентиль подъема верхней траверсы 12. Навивание и отрезание спиралей производится механически от электродвигателей. Сжатие пружин в цангах, подъем верхней траверсы цанг, перемещение цанг на один шаг осуществляются сжатым воздухом. Основное условие успешной работы автомата — точность изготовления двухконусных пружин по заданным параметрам. Порядок работы на автомате следующий. Моток проволоки укладывают на мотовило и конец проволоки пропускают между кольцами мотовил 22 и 23, направляющим роликом 20 и выравнивающими кольцами 19, ограничивающими подъем проволоки вверх. Затем регулирующий выключатель устанавливают на «О» и с помощью маховиков 17 ослабляют тяговые ролики 16. Конец проволоки надо вытянуть приблизительно на 100 мм и как можно дальше ввести в навивочный агрегат. Затем тяговые ролики с помощью маховиков 17 сильно затягивают. Открывается основной кран 7. Давление воздуха, равное 6—8 кгс/см2, контролируют по манометру 5. Оно регулируется вращением звездочки-рукоятки. Включается главный пускатель 25, при этом надо следить за тем, чтобы оба выключателя 24 для навивочных агрегатов стояли на отметке «вперед». В цанги в два ряда вводят пружины. Первые пружины должны быть вложены узлами налево, все другие — узлами направо. При нажатии педали 27 вводится в действие навивочный агрегат (контрольные лампочки вспыхивают зеленым светом). Когда обе спирали (верхняя и нижняя) навьются на все пружины (контрольные лампочки гаснут), спирали автоматически отрезаются и на концах загибаются. Затем пружины перемещаются на один ряд. В случае если спираль останавливается в пружине, то поворотом выключателя управления 24 в положение «назад» можно возвратить около 100 мм спирали; выключатель после этого снова ставят в положение «вперед». Спирали с помощью отвертки надо направить к соответствующим пружинам. Часто помогает нажим на концевое кольцо пружины или кратковременное открывание крана 8. Если это не помогает, то следует отклонить спирали между двумя пружинами, выпустить их на 1 м и отрезать кусачками, затем еще раз попытаться навить спирали на оставшиеся пружины. Если причина аварии заключается в неправильном расположении в цанге какой-либо пружины, надо посредством крана 8 открыть цанги и установить ее в нормальное положение. Если пружина деформирована, ее заменяют новой, взятой из ряда пружин с верхней полки автомата. Когда собираемый пружинный блок сформируется и достигнет конечного выключателя, находящегося на столе, зажжется лампа 11, при этом траверса верхних цанг 9 поднимется с помощью ручного вентиля 12 и блок снимется со стола. Для остановки станка следует нажать выключатель 25 и закрыть кран 7. Спираль может не навиваться из-за неправильного шага. Шаг спирали проверяют на мерительной линейке 15. Если шаг спирали не соответствует мерительной линейке, то править его нужно с помощью механизма навивания и отрезания. Настраивать станок на другую ширину пружинного блока можно как за счет изменения количества пружин, так и при их неизменном числе. Для изменения числа пружин надо изменить количество цанговых суппортов. Для этого между первым цанговым суппортом и последним устанавливают или вынимают требуемое количество суппортов. Первые и последние цанговые суппорты надо всегда оставлять в станке. Расстояние между первыми и последними цанговыми суппортами делится на равные отрезки, кратные шагу спирали. Собранные пружинные блоки из двухконусных пружин, соединенных спиралями, для применения в мягких элементах мебели должны быть с одной или двух сторон упрочнены по контуру полосовой сталью. Для пружинных мягких элементов, не несущих большой нагрузки (спинки кресел, диванов), пружинный блок может быть упрочнен по контуру спиралью. источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|