Опубликовано: Август 1, 2013
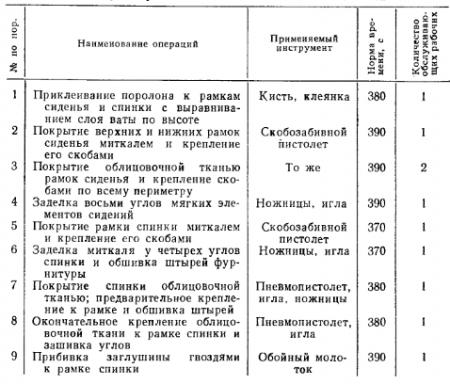
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МЯГКОЙ МЕБЕЛИПонятие о технологии обойных работ Технологический процесс обойных работ — совокупность последовательно выполняемых операций с применением необходимых материалов, инструментов, механизмов и машин для получения готового мягкого элемента. Продолжительность и трудоемкость технологического процесса изготовления мягкого элемента зависит от конструкции изделия, применяемых материалов и полуфабрикатов, уровня механизации производства, квалификации исполнителей и уровня организации труда. Во многих изделиях мягкой мебели используется различное сочетание конструкторско-технологических решений с использованием различных видов материалов, инструмента и машин. Это создает большое многообразие технологических процессов. Например, в технологическую схему жесткое основание — пружинный элемент — настилочный слой — покрытие мягкого элемента облицовочной тканью может быть вписано большое количество технологических процессов, которые характеризуются общим понятием — пружинная мебель, изготовленная на жестком основании. В то же время и пружинные, и мягкие элементы могут очень различаться между собой применяемыми пружинами и пружинными блоками, характером настилочного материала и т. д. Условно можно выделить четыре схемы конструкторско-технологических решений мягких элементов мебели: - I. На основании с пружинами и пружинными блоками.
- II. С пружинными блоками без оснований.
- III. Беспружинные на основаниях.
- IV. Беспружинные без оснований.
К каждой группе можно отнести наиболее часто встречающиеся конструкторско-технологические решения мягких элементов. Группа I: мягкий элемент с конусными пружинами, перевязанными шнуром; мягкий элемент с пружинным блоком непрерывного плетения; мягкий элемент с ячейковым пружинным блоком; мягкий элемент с пружинным блоком из двухконусных пружин, соединенных спиралями. Группа II: мягкий элемент с пружинным блоком непрерывного плетения; мягкий элемент с пружинным блоком из двухконусных пружин, соединенных спиралями; мягкий элемент с ячейковым пружинным блоком. Группа III: мягкий элемент на эластичном основании из переплетенных резиновых лент; мягкий элемент на эластичном основании из спиральных пружин; мягкий элемент на эластичном основании из пружин типа «змейка»; мягкий элемент на жестком основании. Группа IV: мягкий элемент с настилочным материалом растительного или животного происхождения; мягкий элемент с настилочным материалом синтетического происхождения; мягкий элемент с настилочным гуммированным материалом. Инструменты и механизмы при производстве обойных работ. Рабочие инструменты в зависимости от их назначения разделяются на инструменты для прибивания, шитья, прошивки и прокалывания материала, режущие, инструменты для вытягивания и поддержания. Для прибивания тканей, пружин, шпагатов и шнуров применяют молотки и пневмопистолеты. Для прибивания гвоздями используют обойные молотки.
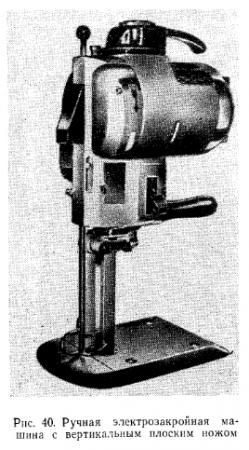
Рис. 4. Пневмопистолет для забивания П-образных скоб В настоящее время в производстве обойных работ широкое применение получили пневмопистолеты. Существуют две принципиально различные конструкции пневмопистолетов для прикрепления тканей и пружин.
На рис. 41 показан пневмопистолет, в котором скобы П-об-разной формы, изготовленные на автомате в виде блока, вставляют в кассету пистолета, расположенную под пальцами ручки. Нажатием на крючок пистолета осуществляется подача очередной скобки в головку пистолета и толкателем головки она забивается. Пистолеты изготавливают для скоб различных размеров. Ими можно прибивать различные материалы: ткани, фанеру, древесноволокнистые плиты и пружины. Пистолеты работают под давлением воздуха 4—6 кгс/см2; глубина забивания в древесину до 40 мм. Другой тип пневмопистолета — с кассетой из плоских скоб, склеенных в непрерывную ленту. Ленту в свернутом виде вставляют в кассету, которую при помощи защелки можно быстро снимать и крепить к пистолету. Конец ленты заводят в захваты ударника. Пистолет слегка прижимают к детали и приводят в действие нажатием спускового крючка. Под действием сжатого воздуха скоба подается в головку пистолета, матрицей головки изгибается, принимая П-образную форму, и забивается. Для прошивания настилочных материалов, формирования бортов, временного прикрепления тканей применяют различные по форме и длине иглы и булавки. Прямые обойные иглы служат для простежки и прошивки, длина их, как правило, 130 мм. Специальные обойные иглы отличаются тем, что имеют оба острых конца, с ушком только на одном из них. Длина их около 300—400 мм. Они служат для прошивания насквозь мягких элементов и могут быть прямыми или кривыми. Обойные булавки — это иглы, имеющие на одном конце стеклянную или металлическую головку. Их используют для временного прикрепления тканей. Волосовытягиватели применяют для равномерного распределения набивки при формировании бортов после их обшивки. Эти иглы чаще всего применяют при изготовлении пружинной мебели с настилочными материалами растительного или животного происхождения. Для крепления рулонных настилочных материалов к пружинным блокам и формирования бортов применяют пневмопистолеты, отличающиеся от скобозабивных наличием охватывающей лапки. Пневмопистолет охватывает головкой и лапкой настилочный слой и верхние кольца пружинного блока. При смыкании головки и лапки пистолета после нажатия на спусковой крючок настилочный слой прикрепляется к пружинному блоку; скобка, ударяясь о пластину лапки, загибается, тем самым закрепляя слой с пружиной. Применение пневмопистолетов увеличивает производительность труда по сравнению с применением ручных обойных инструментов в 3—4 раза. Помимо вышеперечисленных инструментов, в процессе обойных работ применяют ножницы, ножи и мерительный инструмент.
источник: А. И. ФУРИН, ОТДЕЛКА И ОБИВКА МЕБЕЛИ, Издательство «Лесная промышленность» Москва 1974
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|