Опубликовано: Октябрь 18, 2012
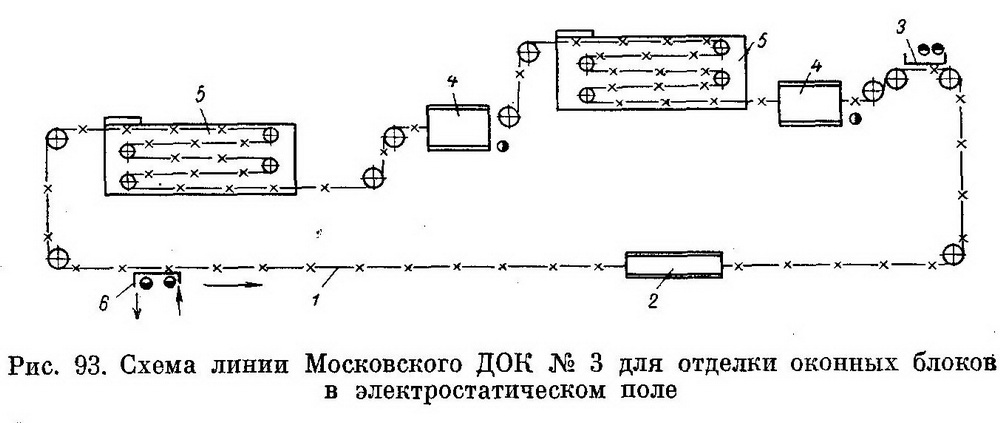
Поточно-механизированные линии для окраски методом пневматического распыления
Линии такого типа имеют наибольшее распространение в промышленности. Они изготовляются исключительно силами самих предприятий. Поэтому основные технические параметры (скорость движения транспортных органов, длина сушильных камер, количество распылительных камер и т. д.) каждой линии соответствуют специфике конкретного предприятия, хотя по принципу работы и конструктивному исполнению оборудования они мало отличаются друг от друга.

Линия работает следующим образом. На отдельном участке цеха, расположенном рядом с линией, вручную шпатлюют дефектные места оконных блоков. После естественной сушки зашпатлеванные места зачищают шлифовальной шкуркой вручную, либо переносным инструментом. После этого оконные собранные блоки навешивают на специальные металлические подвески в виде крюков, укрепленных на катках монорельса и связанных между собой бесконечной цепью подвесного транспортера 1. Подвешенные на транспортер блоки поступают в распылительную кабину 2, где двое рабочих с помощью пневматических распылителей наносят первый грунтовочный слой краски или эмали. При этом один из рабочих окрашивает одну, а другой вторую сторону оконного блока. Распылительная кабина оснащена гидрофильтром и вытяжной установкой, удаляющей летучие элементы лакокрасочного материала. На позиции 3 рабочий вручную производит окрашивание плохо прокрашенных мест. Затем окрашенные блоки поступают в многоканальную сушильную конвекционную камеру 4, в которой циркулирует воздух, подогретый до температуры 60—70°. Продолжительность сушки лакокрасочного покрытия в камере составляет 50 мин. Вышедшие из сушильной камеры блоки поступают на позицию 5, где вручную производится выборочное шлифование отдельных участков для удаления дефектов. На позиции 6 дополнительно шпатлюют дефектные места. После этого оконные блоки поступают во (вторую распылительную кабину 2 аналогичной конструкции, где их окончательно окрашивают два рабочих с помощью пневматических распылителей. Окончательно окрашенные блоки поступают на позицию 7, где рабочие вручную флейцуют плохо окрашенные участки. Окончательная сушка покрытия происходит в двух последовательно установленных проходных одноканальных сушильных камерах 8 при температуре 30°. После сушки блоки поступают на участок разгрузки, где их снимают с подвесок транспортера, а на их место устанавливают новые, подлежащие окраске. Техническая характеристика линии, для окраски методом пневматического распыления Скорость перемещения блоков, м/мин 0,68
Шаг между подвесками транспортера, мм 1800
Установленная мощность, вето 40
Количество обслуживающего персонала:
на участке шпаклевания 12
на участке окраски 10
Площадь, занимаемая линией, м. 35—40
Вес линии, т 25 Оконные блоки на линиях данного типа окрашиваются атмосферостойкими эмалями ПФ-115, ПФ-14, краской ГФ-13Н и другими материалами. Расход при этом составляет 0,90—0,95 кг/м2 блока. отрывки из книги Бухтияров В. П. «Лесная промышленность», (внимание! возможны ошибки распознавания) ещё:
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|