нОСАКХЙНБЮМН: лЮИ 22, 2012
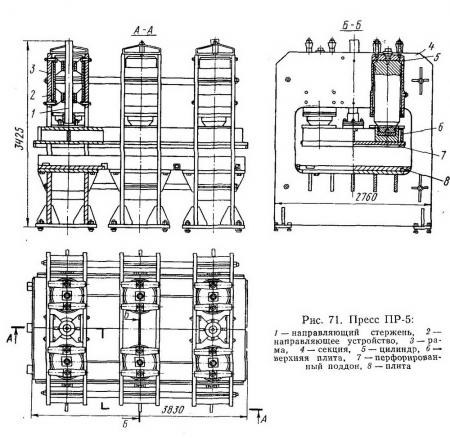
ї 48. оКНЯЙНЕ ОПЕЯЯНБЮМХЕ ОКХР дКЪ ОПЕЯЯНБЮМХЪ ОКХР Б ЖЕУЮУ ОПНХГБНДХРЕКЭМНЯРЭЧ 25 РШЯ. Л3 Б ЦНД ОПХЛЕМЪЧР ЦХДПЮБКХВЕЯЙХЕ ОПЕЯЯШ оп-6 ХКХ оп-6ю. йНКХВЕЯРБН ЩРЮФЕИ ОПЕЯЯНБ ДН 15-17. оПЕЯЯШ БЯРПЮХБЮЧРЯЪ Б ЦКЮБМШЕ ЙНМБЕИЕПШ дй-1, дй-1л, дй-1 ю. яРЮМХМЮ ОПЕЯЯЮ оп-6 (ПХЯ. 72) ЯНЯРНХР ХГ РПЕУ НРДЕКЭМШУ ЯЕЙЖХИ 4, СЯРЮМНБКЕММШУ МЮ НАЫЕИ ТСМДЮЛЕМРМНИ ПЮЛЕ. яЕЙЖХХ Я ПЮЛНИ ЯРЪМСРШ АНКРЮЛХ, ЯБЕПУС НМХ ЯБЪГЮМШ ЬОХКЭЙЮЛХ. бМСРПХ ЯРЮМХМШ ПЮЯОНКНФЕМШ ЬЕЯРЭ ЖХКХМДПНБ 9, ОНДМХЛЮЧЫХУ РПЮБЕПЯС 5. ьКХТНБЮММШЕ ОКСМФЕПШ ЖХКХМДПНБ, СОКНРМЕММШЕ ОПНПЕГХМЕММШЛХ ЙНКЭЖЮЛХ, МЮОПЮБКЪЧРЯЪ АПНМГНБШЛХ ЦПСМД-АСЙЯЮЛХ. сЯХКХЪ МЮ РПЮБЕПЯС ОЕПЕДЮЧРЯЪ ВЕПЕГ ЯТЕПХВЕЯЙХЕ НОНПШ. ═ бМСРПХ ЯРЮМХМШ ОНДБЕЬЕМШ 16-18 МЮЦПЕБЮРЕКЭМШУ ОКХР 6, ЙНРНПШЕ НАПЮГСЧР ЛЕФДС ЯНАНИ 15-17 ЩРЮФЕИ ДКЪ ГЮЦПСГЙХ ОНДДНМНБ. дКЪ НАНЦПЕБЮ Б МЮЦПЕБЮРЕКЭМШУ ОКХРЮУ ОПЕЯЯЮ ОПЕДСЯЛНРПЕМШ ЙЮМЮКШ, ОН ЙНРНПШЛ ЖХПЙСКХПСЕР ОЮП. йЮФДЮЪ ОКХРЮ ОПЕЯЯЮ оп-6 ХЛЕЕР ВЕРШПЕ ОНДБНДЮ Х ВЕРШПЕ НРБНДЮ ДКЪ ОЮПЮ. б ОПЕЯЯЕ оп-6ю ОПЕДСЯЛНРПЕМ НДХМ ОНДБНД Х НДХМ НРБНД ДКЪ ОЮПЮ. вРНАШ ЯРЮМХМЮ ОПЕЯЯЮ МЕ МЮЦПЕБЮКЮЯЭ, ОНД МХФМЕИ Х МЮД БЕПУМЕИ МЮЦПЕБЮРЕКЭМШЛХ ОКХРЮЛХ СЯРЮМЮБКХБЮЧРЯЪ НУКЮФДЮЕЛШЕ УНКНДМНИ БНДНИ ОКХРШ, Ю РЮЙФЕ КХЯРШ ЮЯАЕЯРНБНЦН ЙЮПРНМЮ. й МЮЦПЕБЮРЕКЭМШЛ ОКХРЮЛ ОПХЙПЕОКЕМШ ВЕРШПЕ СОНПЮ, ЙНРНПШЕ ОПХ ПЮЯЙПШРХХ ОПЕЯЯЮ СОХПЮЧРЯЪ Б СЯРСОШ, ГЮЙПЕОКЕММШЕ МЮ ЯРЮМХМЕ ОПЕЯЯЮ. дКЪ ОНКСВЕМХЪ НРОПЕЯЯНБЮММШУ ДПЕБЕЯМНЯРПСФЕВМШУ ОКХР ГЮДЮММНИ РНКЫХМШ ЯБЕПУС С ОПНДНКЭМШУ ЙПНЛНЙ МЮЦПЕБЮРЕКЭМШУ ОКХР ОПЕЯЯЮ СЯРЮМЮБКХБЮЧР ЯЛЕММШЕ ДХЯРЮМЖХНММШЕ ОПНЙКЮДЙХ. гЮЦПСГНВМЮЪ ЩРЮФЕПЙЮ 7 ОПЕЯЯЮ ОПЕДМЮГМЮВЕМЮ ДКЪ ОПХЕЛЮ ОНДДНМНБ ЯН ЯРПСФЕВМШЛ ЙНБПНЛ, ОНДЮБЮЕЛШЛ ЦКЮБМШЛ ЙНМБЕИЕПНЛ, Ю ПЮГЦПСГНВМЮЪ ЩРЮФЕПЙЮ 3 - ДКЪ ОПХЕЛЮ ХГ ОПЕЯЯЮ ОНДДНМНБ Я НРОПЕЯЯНБЮММШЛХ ДПЕБЕЯМНЯРПСФЕВМШЛХ ОКХРЮЛХ Х ОЕПЕДЮВХ ХУ МЮ ЦКЮБМШИ ЙНМБЕИЕП. пЮЛЮ ЩРЮФЕПЙХ ХЛЕЕР 15-17 ЩРЮФЕИ, МЮ ЙЮФДНЛ ХГ ЙНРНПШУ СЯРЮМНБКЕМШ ОНДДЕПФХБЮЧЫХЕ ПНКХЙХ Х ЯЙКХГШ. я АНЙНБ ПЮЛШ ЯЛНМРХПНБЮМШ БЕПРХЙЮКЭМШЕ МЮОПЮБКЪЧЫХЕ ПНКХЙХ. оНДМХЛЮЕРЯЪ ЩРЮФЕПЙЮ Я ОНЛНЫЭЧ ДБСУ ЦХДПЮБКХВЕЯЙХУ ОКСМФЕПМШУ ЖХКХМДПНБ 2, Ю НОСЯЙЮЕРЯЪ ОНД ДЕИЯРБХЕЛ ЯХКШ РЪФЕЯРХ. мЮ ПЮЛЕ ЩРЮФЕПЙХ ГЮЙПЕОКЕМШ ПНКХЙХ, ЙНРНПШЕ ОЕПЕЙЮРШБЮЧРЯЪ ОН БЕПРХЙЮКЭМШЛ МЮОПЮБКЪЧЫХЛ ЯРНИЙЮЛ. б ЩРЮФЕПЙЮУ ОПЕДСЯЛНРПЕМШ ОПНЕЛШ ДКЪ ОПНУНДЮ ГЮЦПСГВХЙЮ 8 Х ПЮГЦПСГВХЙЮ 1. гЮЦПСГВХЙ 8 ЯКСФХР ДКЪ НДМНБПЕЛЕММНИ ГЮЦПСГЙХ ХГ ЩРЮФЕПЙХ Б ОПЕЯЯ 15-17 ОНДДНМНБ ЯН ЯРПСФЕВМШЛ ЙНБПНЛ, Ю ПЮГЦПСГВХЙ 1 - ДКЪ НДМНБПЕЛЕММНИ ПЮГЦПСГЙХ ОНДДНМНБ Я НРОПЕЯЯНБЮММШЛХ ОКХРЮЛХ ХГ ОПЕЯЯЮ Б ПЮГЦПСГНВМСЧ ЩРЮФЕПЙС. нАЮ ЛЕУЮМХГЛЮ ОПЕДЯРЮБКЪЧР ЯНАНИ ЙНМЯНКЭМШЕ ЯБЮПМШЕ ПЮЛШ. б БЕПУМЕИ ВЮЯРХ ПЮЛШ СЯРЮМНБКЕМН ОН ВЕРШПЕ ЙЮРЙЮ. йЮРЙХ МЮОПЮБКЪЧРЯЪ ОПНДНКЭМНИ ПЮЛНИ, ЙНРНПЮЪ ГЮЙПЕОКЕМЮ МЮ ПЮЛЕ ОПЕЯЯЮ, ЯРНИЙЮУ ЩРЮФЕПЙХ Х ЯРНИЙЮУ ОКНЫЮДЙХ ОПХБНДЮ. оПХБНД НЯСЫЕЯРБКЪЕРЯЪ ЦХДПНЖХКХМДПЮЛХ ВЕПЕГ ПЕЕВМСЧ ОЕПЕДЮВС, ПЕДСЙРНП Х ЖЕОМСЧ ОЕПЕДЮВС. мЮ ПЮГЦПСГВХЙЕ 1 СЯРЮМНБКЕМ ГЮУБЮР, ЙНРНПШИ ОПХ ОНДУНДЕ Й ОПЕЯЯС ГЮУБЮРШБЮЕР УБНЯРШ ОНДДНМНБ. б ЙНМЖЕ НАПЮРМНЦН УНДЮ ПЮГЦПСГВХЙЮ ОНЯКЕ БШРЪЦХБЮМХЪ ОНДДНМНБ Я ОКХРЮЛХ Б ПЮГЦПСГНВМСЧ ЩРЮФЕПЙС ГЮУБЮР НЯБНАНФДЮЕР УБНЯРШ ОНДДНМНБ. цХДПНЦЁПХБНД ОПЕЯЯЮ ЯНЯРНХР ХГ ДБСУ ЯНЕДХМЕММШУ ЛЕФДС ЯНАНИ АЮККНМНБ МЮОНКМХРЕКЕИ, ЙКЮОЮМЮ МЮОНКМЕМХЪ, РПЕУ МЮЯНЯНБ ц12-15ю, ДБСУ МЮЯНЯНБ моп-400, ЙНЛОПЕЯЯНПМНИ СЯРЮМНБЙХ Х ЦХДПНАЮЙЮ. мЮОНКМХРЕКХ ЯКСФЮР ДКЪ СЯЙНПЕММНЦН ЯЛШЙЮМХЪ ОКХР ОПЕЯЯЮ Б МЮВЮКЕ ОПЕЯЯНБЮМХЪ. б МЮОНКМХРЕКХ ЙНЛОПЕЯЯНПМНИ СЯРЮМНБЙХ МЮЦМЕРЮЕРЯЪ БНГДСУ ОНД ДЮБКЕМХЕЛ 30 ЙЦЯ/ЯЛ2 Х ОНДЙЮВХБЮЕРЯЪ РПЕЛЪ МЮЯНЯЮЛХ ц12-15ю ЛЮЯКН. йКЮОЮМ МЮОНКМЕМХЪ ОПЕДМЮГМЮВЕМ ДКЪ ЯННАЫЕМХЪ МЮОНКМХРЕКЕИ Я ЖХКХМДПЮЛХ ОПЕЯЯЮ ОПХ ЕЦН ЯЛШЙЮМХХ Х ПЮГНАЫЕМХЪ - ОПХ ДНЯРХФЕМХХ ДЮБКЕМХЪ Б ЖХКХМДПЮУ 30 ЙЦЯ/ЯЛ2, ДКЪ ОПНОСЯЙЮ ЛЮЯКЮ НР МЮЯНЯНБ БШЯНЙНЦН ДЮБКЕМХЪ моп-400, Ю РЮЙФЕ ДКЪ АШЯРПНЦН ЯКХБЮ ЛЮЯКЮ ХГ ЖХКХМДПНБ ОПЕЯЯЮ ОПХ ЕЦН ПЮГЛШЙЮМХХ дКЪ МЮКЮДЙХ ОПЕЯЯЮ Х ОПНБЕПЙХ ЕЦН ПЮАНРШ Б ЮБРНЛЮРХВЕЯЙНЛ ПЕФХЛЕ НРДЕКЭМН НР ЦКЮБМНЦН ЙНМБЕИЕПЮ ХЯОНКЭГСЧРЯЪ ДБЮ ПЕФХЛЮ ПЮАНРШ ЕЦН ЮБРНЛЮРХЙХ: МЮКЮДНВМШИ Х ОНКСЮБРНЛЮРХВЕЯЙХИ. оПХ МНПЛЮКЭМНИ ЩЙЯОКСЮРЮЖХХ СВЮЯРЙЮ ОПЕЯЯ ПЮАНРЮЕР Б ЮБРНЛЮРХВЕЯЙНЛ ПЕФХЛЕ. оКХРШ ОПЕЯЯСЧР АЕГ ОНДДНМНБ МЮ ЩРЮФМНЛ ОПЕЯЯЕ д4743а, ЙНРНПШИ БЯРПЮХБЮЕРЯЪ Б ЦКЮБМШИ ЙНМБЕИЕП дй50. яУЕЛЮ ГЮЦПСГЙХ Б ОПЕЯЯ ЯРПСФЕВМШУ АПХЙЕРНБ ХГНАПЮФЕМЮ МЮ ПХЯ. 73. йНМБЕИЕПЮЛХ Х СОНПНЛ-ГЮРЮКЙХБЮРЕКЕЛ ЦКЮБМНЦН ЙНМБЕИЕПЮ дй50 АПХЙЕР 7 ГЮРЮКЙХБЮЕРЯЪ МЮ ОНДДНМ 6, ХГЦНРНБКЕММШИ ХГ ДПЕБЕЯМНЯКНХЯРНЦН ОКЮЯРХЙЮ. оНЯКЕ ПЮГЛШЙЮМХЪ ОПЕЯЯЮ (ПХЯ. 73, Ю) ГЮЦПСГВХЙ 8 ГЮРЮКЙХБЮЕР ОНДДНМШ 6 Я АПХЙЕРЮЛХ Б ОПЕЯЯ 3 (ПХЯ. 73, А), ОПХ ЩРНЛ ОНДДНМШ ЯБНЕИ ОЕПЕДМЕИ ЙПНЛЙНИ БШРЮКЙХБЮЧР ХГ ОПЕЯЯЮ НРОПЕЯЯНБЮММШЕ ОКХРШ 2. оНЯКЕ ОЕПЕЛЕЫЕМХЪ ОНДДНМНБ МЮ МХУ НОСЯЙЮЧРЯЪ НЦПЮМХВХРЕКХ 4, ЙНРНПШЕ ОПХ НАПЮРМНЛ УНДЕ ГЮЦПСГВХЙЮ 8 ГЮДЕПФХБЮЧР АПХЙЕРШ 7 (ПХЯ. 73, Б), ОНЯКЕДМХЕ ОПХ ЩРНЛ БШЙКЮДШБЮЧРЯЪ МЮ МЮ
ЦПЕБЮРЕКЭМШЕ ОКХРШ ОПЕЯЯЮ 3. б ЙНМЖЕ НАПЮРМНЦН УНДЮ ГЮЦПСГВХЙЮ НЦПЮМХВХРЕКХ 4 ОНДМХЛЮЧРЯЪ, ОПЕЯЯ МЮВХМЮЕР ЯЛШЙЮРЭЯЪ, Ю ПЮГЦПСГНВМЮЪ ЩРЮФЕПЙЮ 1 НОСЯЙЮЕРЯЪ ДКЪ БШДЮВХ ОКХР МЮ ЙНМБЕИЕПШ (ПХЯ. 73, Ц). оПЕЯЯ ЯМЮАФЕМ ПШВЮФМШЛ ЯХЛСКЭРЮММШЛ ЛЕУЮМХГЛНЛ ДКЪ НДМНБПЕЛЕММНЦН ЯЛШЙЮМХЪ ОКХР (ПХЯ. 74). мЮ ПЮЛЮУ ОПЕЯЯЮ МЮ ЬЮПМХПЮУ 7 ГЮЙПЕОКЕМШ ВЕРШПЕ ПШВЮЦЮ 5, ЙНРНПШЕ ЯБЪГЮМШ ЬРЮМЦЮЛХ 2 Я МХФМЕИ РПЮБЕПЯНИ 1. мЮЦПЕБЮРЕКЭМШЕ ОКХРШ 3 ОНДБЕЬХБЮЧРЯЪ РЪЦЮЛХ 4 Й ПШВЮЦЮЛ 5. б ЙЮФДНИ ОКХРЕ ОН ЕЕ ВЕРШПЕЛ СЦКЮЛ ОПХЙПЕОКЪЕРЯЪ ОН НДМНИ РЪЦЕ. мЮ ПХЯСМЙЕ Я КЕБНИ ЯРНПНМШ ОПЕЯЯ ОНЙЮГЮМ Б ПЮГНЛЙМСРНЛ ЯНЯРНЪМХХ, Я ОПЮБНИ - Б ОПНЖЕЯЯЕ ЯЛШЙЮМХЪ. ═ б ОПЕЯЯЕ оп-А ЯЙНПНЯРЭ ЯАКХФЕМХЪ (ЯЛШЙЮМХЪ) МЮЦПЕБЮРЕКЭМШУ ОКХР Б ДЮММНЛ ОПНЛЕФСРЙЕ ПЮБМЮ ЯЙНПНЯРХ ОНДЗЕЛЮ РПЮБЕПЯШ; ЯЛШЙЮМХЕ ЩРЮФЕИ ОПНХЯУНДХР ОНЯКЕДНБЮРЕКЭМН. б ОПЕЯЯЕ д4743а ЯЙНПНЯРЭ ЯЛШЙЮМХЪ Б ОПНЛЕФСРЙЮУ СЛЕМЭЬЕМЮ Б О ПЮГ (О - ВХЯКН ЩРЮФЕИ); БЯЕ ОПНЛЕФСРЙХ ЯЛШЙЮЧРЯЪ ЛЕДКЕММН Х НДМНБПЕЛЕММН. аКЮЦНДЮПЪ ЛЮКШЛ ЯЙНПНЯРЪЛ ЯАКХФЕМХЪ МЮЦПЕБЮРЕКЭМШУ ОКХР СЛЕМЭЬЮЕРЯЪ ЯДСБЮМХЕ Я ЙНБПЮ ЯРПСФЕЙ Х НМХ ОНВРХ МЕ ОНОЮДЮЧР МЮ ДХЯРЮМЖХНММШЕ ОПНЙКЮДЙХ. рЮЙХЛ НАПЮГНЛ ХЯЙКЧВЮЕРЯЪ НЯМНБМЮЪ ОПХВХМЮ ХГМНЯЮ ОПНЙКЮДНЙ, ВРН ЯОНЯНАЯРБСЕР СЛЕМЭЬЕМХЧ ПЮГ- МНРНКЫХММНЯРХ ОПЕЯЯСЕЛШУ ОКХР. йПНЛЕ РНЦН, ОПХ ХЯОНКЭГНБЮМХХ ЯХЛСКЭРЮММНЦН ЛЕУЮМХГЛЮ ЯЛШЙЮМХЪ БН БЯЕУ ЩРЮФЮУ ОПЕЯЯЮ ОНКСВЮЧРЯЪ НДХМЮЙНБШЕ РЕУМНКНЦХВЕЯЙХЕ СЯКНБХЪ ОПЕЯЯНБЮМХЪ ДПЕБЕЯМНЯРПСФЕВМШУ ОКХР. яХЛСКЭРЮММШИ ЛЕУЮМХГЛ МЕ ЛНФЕР ОЕПЕДЮБЮРЭ ГМЮВХРЕКЭМШЕ СЯХКХЪ МЮ ЯРПСФЕВМШИ ЙНБЕП. сЯХКХЪ ОЕПЕДЮЧРЯЪ ХЛ КХЬЭ МЮ ЙПЮЪ МЮЦПЕБЮРЕКЭМШУ ОКХР, ОНЩРНЛС ЕЦН ПНКЭ НЦПЮМХВЕМЮ КХЬЭ ОЕПЕЛЕЫЕМХЕЛ МЮЦПЕБЮРЕКЭМШУ ОКХР ОПХ ЯЛШЙЮМХХ Х ПЮГЛШЙЮМХХ ОПЕЯЯЮ. вРНАШ ХЯЙКЧВХРЭ ЧКНЛЙХ ЛЕУЮМХГЛЮ ХГ-ГЮ ПЮГКХВХИ Б ОНДЮРКХБНЯРХ ЙНБПНБ, ОН ЩРЮФЮЛ ОПЕЯЯЮ МЮ РЪЦЮУ (ПХЯ. 74) СЯРЮМНБКЕМШ СОПСЦХЕ ЙНЛОЕМЯЮРНПШ 6. рЕУМХВЕЯЙХЕ УЮПЮЙРЕПХЯРХЙХ ЛМНЦНЩРЮФМШУ ОПЕЯЯНБ оп-6, оп-6ю, д4743а ОПХБЕДЕМШ Б РЮАК. 26.
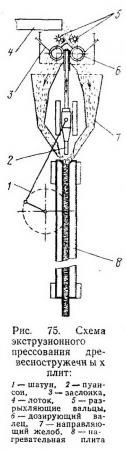
б ГЮБХЯХЛНЯРХ НР ОНПНДШ ДПЕБЕЯХМШ, РНКЫХМШ Х ОКНРМНЯРХ ОПЕЯЯСЕЛШУ ОКХР, РЕЛОЕПЮРСПШ РЕОКНМНЯХРЕКЪ Х ДПСЦХУ ЙНМЙПЕРМШУ СЯКНБХИ ПЮАНРШ ЖЕУЮ ЯНЯРЮБКЪЧР РЕУМНКНЦХВЕЯЙСЧ ХМЯРПСЙЖХЧ Н ПЮАНРЕ МЮ ОПЕЯЯЕ. нАЫЮЪ ОПНДНКФХРЕКЭМНЯРЭ ГЮЦПСГЙХ ОПЕЯЯЮ Х ДНЯРХФЕМХЪ ГЮДЮММНЦН БШЯНЙНЦН ДЮБКЕМХЪ МЕ ДНКФМЮ ОПЕБШЬЮРЭ 45 Я. дКЪ ОНКСВЕМХЪ ЙЮВЕЯРБЕММШУ ДПЕБЕЯМНЯРПСФЕВМШУ ОКХР МЕНАУНДХЛН: НРПЕЦСКХПНБЮРЭ ЦХДПНОПХБНД Х СОКНРМЕМХЪ ЖХКХМДПНБ РЮЙ, ВРНАШ БПЕЛЪ ЯЛШЙЮМХЪ ОКХР ОПЕЯЯЮ Я ЙНБПЮЛХ ЯНЯРЮБКЪКН МЕ ЛЕМЕЕ 25 Я ОПХ 9-10 ЩРЮФЮУ Х 35 Я ОПХ 15-17 ЩРЮФЮУ; МЕ ПЕФЕ ДБСУ ПЮГ Б МЕДЕКЧ НВХЫЮРЭ ДХЯРЮМЖХНММШЕ ОПНЙКЮДЙХ НР МЮОПЕЯЯНБЮММШУ ЯРПСФЕЙ; МЕ ПЕФЕ ВЕЛ ВЕПЕГ ДБЮ ЛЕЯЪЖЮ ГЮЛЕМЪРЭ ДХЯРЮМЖХНММШЕ ОПНЙКЮДЙХ; МЕ ДНОСЯЙЮРЭ МЮУНФДЕМХЪ ОНДДНМНБ Я НРОПЕЯЯНБЮММШЛХ ДПЕБЕЯМНЯРПСФЕВМШЛХ ОКХРЮЛХ Б ПЮЯЙПШРНЛ ОПЕЯЯЕ ОНЯКЕ ОПЕЯЯНБЮМХЪ АНКЕЕ 3 ЛХМ; БН БПЕЛЪ ОПЕЯЯНБЮМХЪ ЛЮЙЯХЛЮКЭМНЕ ДЮБКЕМХЕ ДНКФМН ОНДДЕПФХБЮРЭЯЪ Б РЕВЕМХЕ 30% ОПНДНКФХРЕКЭМНЯРХ ОПЕЯЯНБЮМХЪ, ОПХ ЩРНЛ ОКХРШ ОНКМНЯРЭЧ ЯЛШЙЮЧРЯЪ Я ДХЯРЮМЖХНММШЛХ ОПНЙКЮДЙЮЛХ. гЮРЕЛ СДЕКЭМНЕ ДЮБКЕМХЕ МЮ ХГДЕКХЕ ЯМХФЮЕРЯЪ ДН 6-8 ЙЦЯ,/ЯЛ2; ЩРН ДЮБКЕМХЕ ДНКФМН ОНДДЕПФХБЮРЭЯЪ РЮЙФЕ Б РЕВЕМХЕ 30% ОПНДНКФХРЕКЭМНЯРХ ОПЕЯЯНБЮМХЪ, БЙКЧВЮЪ Х БПЕЛЪ ЯМХФЕМХЪ ДЮБКЕМХЪ. б ОНЯКЕДСЧЫХЕ 30% ОПНДНКФХРЕКЭМНЯРХ ОПЕЯЯНБЮМХЪ ДЮБКЕМХЕ ЯМХФЮЧР ДН 3-4 ЙЦЯ/ЯЛ2, Ю ГЮРЕЛ Б НЯРЮБЬХЕЯЪ 10% БПЕЛЕМХ ОПЕЯЯНБЮМХЕ БЕДЕРЯЪ ОПХ ДЮБКЕМХХ 1 ЙЦЯ/ЯЛ2. б ЫЕУЮУ ТХПЛ аЕПЕ Х пЮСЛЮ-пЕОНКЮ ОПНХГБНДХРЕКЭМНЯРЭЧ 100 РШЯ. Л3 ОКХР Б ЦНД СЯРЮМНБКЕМШ 16-ЩРЮФМШЕ ОПЕЯЯШ, ЯМЮАФЕММШЕ ПШВЮФМШЛХ ЯХЛСКЭРЮММШЛХ ЛЕУЮМХГЛЮЛХ. аПХЙЕРШ Б ОПЕЯЯ ГЮЦПСФЮЧРЯЪ ОНДБХФМШЛХ КЕМРНВМШЛХ ЙНМБЕИЕПЮЛХ ГЮЦПСГНВМНИ ЩРЮФЕПЙХ. оПХ ГЮЦПСГЙЕ ОПЕЯЯЮ ЙЮПЕРЙХ КЕМРНВМШУ ЙНМБЕИЕПНБ БЛЕЯРЕ Я АПХЙЕРЮЛХ БЗЕГФЮЧР МЮ МЮЦПЕБЮРЕКЭМШЕ ОКХРШ, ОПХ ЩРНЛ СОНПШ ЙЮПЕРНЙ БШРЮКЙХБЮЧР НРОПЕЯЯНБЮММШЕ ОКХРШ Б ПЮГЦПСГНВМСЧ ЩРЮФЕПЙС. оПХ НРУНДЕ ЙЮПЕРНЙ МЮГЮД Б ХЯУНДМНЕ ОНКНФЕМХЕ ГЮДМХИ ЙНМЕЖ БЕПУМЕИ БЕРБХ КЕМРНВМШУ ЙНМБЕИЕПНБ, МЮ ЙНРНПШУ ПЮЯОНКНФЕМШ ЯРПСФЕВМШЕ АПХЙЕРШ, НЯРЮЕРЯЪ МЕОНДБХФМШЛ Б ОПНЯРПЮМЯРБЕ, ОПХ ЩРНЛ АПХЙЕР РЮЙФЕ МЕОНДБХФЕМ, Ю ХГ-ОНД МЕЦН ЙЮЙ АШ НРУНДХР МЮГЮД КЕМРЮ, Р. Е. АПХЙЕР ОНЯКЕДНБЮРЕКЭМН НОСЯЙЮЕРЯЪ МЮ МЮЦПЕБЮРЕКЭМСЧ ОКХРС. яУЕЛЮ ПЮАНРШ ОПЕЯЯНБ ТХПЛ гХЛОЕКЭЙЮЛО Х аЕЙЙЕП Х БЮМ уЧККЕМ ЮМЮКНЦХВМЮ ЯУЕЛЕ ПЮАНРШ ОПЕЯЯЮ оп-6ю. б ЖЕУЮУ Я НАНПСДНБЮМХЕЛ, ОНЯРЮБКЕММШЛ ТХПЛНИ аЮПРПЕБ, ОПЕЯЯНБЮМХЕ ДПЕБЕЯМНЯРПСФЕВМШУ ОКХР ОПНХГБНДХРЯЪ Б ЦСЯЕМХВМНЛ ОПЕЯЯЕ МЕОПЕПШБМНЦН ДЕИЯРБХЪ, ЯМЮАФЕММНЛ ЩКЕЙРПХВЕЯЙХЛ НАНЦПЕБНЛ. оПЕДБЮПХРЕКЭМН ЯРПСФЕВМШИ ЙНБЕП ОНДНЦПЕБЮЕРЯЪ РНЙЮЛХ БШЯНЙНИ ВЮЯРНРШ. б ОНЯКЕДМЕЕ БПЕЛЪ МЮВХМЮЧР ХЯОНКЭГНБЮРЭЯЪ ЙПСОМНЦЮАЮПХРМШЕ НДМНЩРЮФМШЕ ОПЕЯЯШ Я ПЮГЛЕПЮЛХ МЮЦПЕБЮРЕКЭМШУ ОКХР 2,5у 16 Л Х АНКЕЕ, ЙНРНПШЕ ОН ОПНХГБНДХРЕКЭМНЯРХ ОПХАКХФЮЧРЯЪ Й ЛНЫМШЛ ЛМНЦНЩРЮФМШЛ ОПЕЯЯЮЛ. дКЪ ОПЕЯЯНБЮМХЪ РНМЙХУ ОКХР РНКЫХМНИ 1,6-6,4 ЛЛ ТХПЛНИ аЕПЕ ОПХЛЕМЕМШ ЙЮКЮМДПНБШЕ ОПЕЯЯШ, Б ЙНРНПШУ ЯРПСФЕВМШИ ЙНБЕП ТНПЛХПСЕРЯЪ МЮ АЕЯЙНМЕВМНИ ЯРЮКЭМНИ КЕМРЕ, НЦХАЮЧЫЕИ МЮЦПЕБЮЕЛШЕ АЮПЮАЮМШ.
нР: AntonSokolov,
яЙПШРЭ ЙНЛЛЕМРЮПХХ (НРГШБШ) (0)
оНУНФХЕ РЕЛШ:
╚ бЕПМСРЭЯЪ
|