Опубликовано: Май 22, 2012
§ 50. Способы обрезки плит Рыхлые кромки древесностружечных плит обрезают на форматных станках с четырех сторон. Продольные кромки обрезают двумя неподвижными продольными пильными агрегатами, мимо которых перемещаются плиты. Поперечные кромки обрезают одним или двумя поперечными агрегатами, которые в процессе обработки могут двигаться или оставаться неподвижными. В свою очередь направляющие для подвижных поперечных агрегатов также могут перемещаться вдоль продольных кромок обрезаемой плиты или оставаться неподвижными. Способы обрезки плит и форматные станки, на которых обрезают плиты, отличаются один от другого типом или схемой работы механизмов, выполняющих взаимное перемещение плиты и пил при обрезке продольных и поперечных кромок. ГІо этому признаку станки разделены на несколько групп, которые определяют и способы обрезки плит. Станки с непрерывно работающим продольным конвейером и подвижным порталом. Продольные кромки древесностружечных плит обрезаются стационарными пилами при подаче плит конвейерами, а поперечные - движущимися по порталу пильными агрегатами. Портал на некотором пути перемещается синхронно с движущейся древесностружечной плитой. Эта схема применена в станках ДЦ-4 и ДЦ-6.
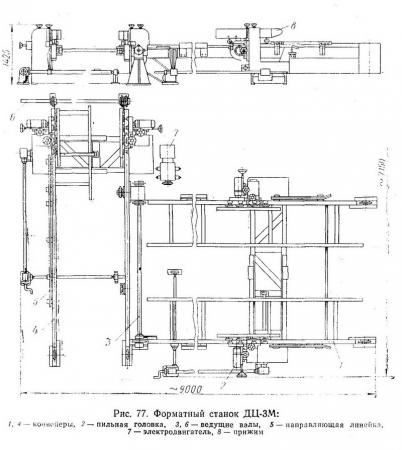
Станки с непрерывно работающим продольным конвейером и неподвижным порталом. Продольные кромки древесностружечных плит обрезаются стационарными пилами при подаче плит конвейером, а поперечные - пильным агрегатом, который движется по неподвижному порталу, установленному под некоторым углом к направлению продольной подачи. Между скоростями продольной и поперечной подачи выбирается определенное постоянное отношение. Пилы поперечной каретки устанавливаются под некоторым углом к направлению ее подачи. По этой схеме работают станки фирм Бетхер и Геснер в цехах с оборудованием фирм Зимпелькамп и Беккер и ван Хюллен. Станки с продольным и поперечным подающими конвейерами. Продольные кромки плит обрезаются стационарными пилами при подаче плит продольным конвейером, а поперечные (короткие) - при подаче поперечным конвейером. Оба конвейера устанавливаются под прямым углом один к другому; они могут иметь единый и индивидуальный приводы. Конвейеры работают непрерывно или периодически. По этой схеме работают станки ДЦ-ЗМ и ДЦ-8.
От: AntonSokolov,
Скрыть комментарии (отзывы) (0)
Похожие темы:
« Вернуться
|