Опубликовано: Октябрь 9, 2012
Линия ЭКБ Минмебельдревпрома Литовской CCP для грунтования щитовых деталей мебели
Линии этого типа предназначены для двустороннего грунтования карбамидными смолами пластей щитовых деталей мебели. Линии скомпонованы на базе нетипового технологического оборудования (камер подогрева щитов, клеевых вальцов, сушильной камеры и двустороннего виброшлифовального станка), разработанного ЭКБ и изготовленного его экспериментальными мастерскими. 
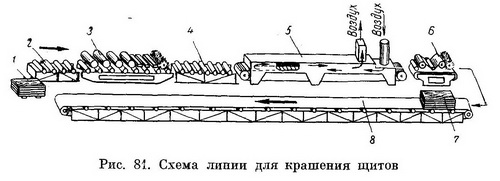
Принцип работы линии заключается в следующем (рис. 82). Подлежащие грунтованию мебельные щиты вручную или с помощью загрузочного устройства по одному укладывают на рольганг 1, подающий их в станок 2, который с помощью вращающихся щеточных барабанов очищает полости от пыли и других загрязнений. Вышедшие из станка щиты поступают в терморадиационную камеру 3 для предварительного (нагрева до 70—80°. Затем щиты поступают в намазывающие вальцы 4 с дозирующим устройством, на которые наносят карбамидные грунтовки на обе предварительно нагретые пласти.
Загрунтованные щиты поступают далее в конвекционную сушильную камеру 5, где грунтовка окончательно высушивается. Благодаря предварительному подогреву щитов грунтовка быстро сохнет, поэтому не прилипает к несущим поверхностям транспортных органов камеры — тканевым лентам. Щиты с высушенными загрунтованными поверхностями поступают в виброшлифовальный станок 6, где происходит легкое шлифование обеих пластей для удаления поднявшегося ворса, избытков грунта и всевозможных загрязнений. В зависимости от места установки линии в технологическом потоке отделочных цехов вышедшие из нее щиты с загрунтованными с обеих сторон поверхностями либо укладываются в стоны, либо сразу же направляются на линии нанесения лакокрасочных материалов. Техническая характеристика линии для грунтования щитов Размеры грунтуемых деталей, мм:
длина 500—1800
ширина 200—600
толщина 6—30
Скорость подачи деталей, м/мин 7
Температура на поверхности электронагревателей камеры, °С '350—400
Установленная мощность электронагревателей, кет .... 60
Длительность пребывания деталей в камере, сек 57
Температура нагрева поверхности щитов, °С 70—80
Расход смолы, г/м2 40
Температура воздуха в сушильной конвекционной камере, °С 50—55
Продожительность сушки грунтовки, сек 90
Установленная мощность линии, кет 70,4
Производительность линии при максимальной ширине щитов, м2/ч 400—420
Количество обслуживающего персонала (на загрузке и выгрузке щитов) . . 2
Габаритные размеры линии, мм:
длина 24000
ширина 1800
высота 1700
Вес, кг 12000 Опыт эксплуатации линии рассматриваемого типа на ряде предприятий (в Клайпеде, Калининграде, Вильнюсе) показал, что они вполне работоспособны, надежны, высокопроизводительны и эффективны благодаря, главным образом, сокращению одного покрытия сравнительно дорогостоящим нитроцеллюлозным лаком. Расход лака НЦ-218 равен 100—120 г/м2, следовательно, годовая экономия его при двухсменном режиме работы составляет примерно 150 т, т. е. около 60—70 тыс. руб., что превышает капитальные затраты на изготовление линии в металле.
От: AntonSokolov,
Скрыть комментарии (отзывы) (1)
Похожие темы:
« Вернуться
|











So that's the case? Quite a reevlatoin that is.
1